



薄壁保护罩加工工艺
2018-1-15 来源: 中国电子科技集团公司第二十七研究所 作者:杨伟伟
摘要:根据某型薄壁保护罩的结构特点,分析了其加工难点,并结合现有加工设备,对加工方法进行分析,给出了加工路线及具体}DII艺过程。
关键词:薄壁:工艺
1、零件结构
我单位生产的某型保护罩是一种典型的薄壁曲面罩,如图l所示,零件壁厚只有1.5 mm。由于零件壁很薄,导致刚性差,且零件内外表面均为圆弧面及锥面,采用普通车床加工有一定难度,生产效率也不高,因此采用数控车床加工。
2、加工难点分析
1)由图1可以看出,罩内孔深度为98.5 mm。加工时刀杆伸出较长,容易引起刀振,零件上极易留下振纹,导致产品报废。
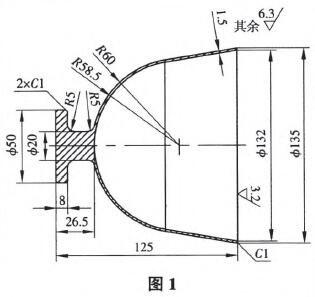
2)罩壁厚为1.5 mm,薄壁零件刚性差,加工时极易发生变形,也是加工的难点之一。
3)加工右侧薄壁处外形面时,由于零件内部已掏空,很容易产生共振现象,影响加工精度和表面质量。
4)罩左侧击20圆柱面与R60曲面连接部分,由于直径相差较大,普通外圆车刀不易达到,这里采用切断刀加工,由于刀片伸出较长,也容易引起刀振。因此加工时,切深不宜太大。
综上所述,问题的关键在于零件壁薄,给零件的装夹和加工都带来困难。
3、工艺路线分析
1)毛坯选择。由于零件加工以车削为主,显然毛坯类型选择圆铝型材较为合理,故选择吊160牌号为2A12T4的硬铝棒料作为毛坯。
2)工艺路线分析。由于零件壁薄,加工时去除余量很大,很难一次加工成形,故采用先粗加工去除大余量,再半精加工、精加工至尺寸。中间合理安排热处理工序,以便
降低硬铝材料的硬度,并消除加工应力,有利于稳定尺寸。
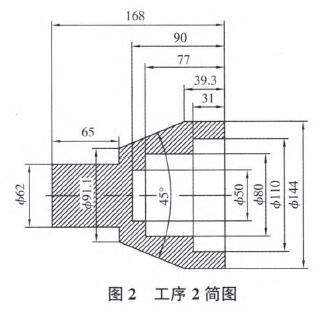
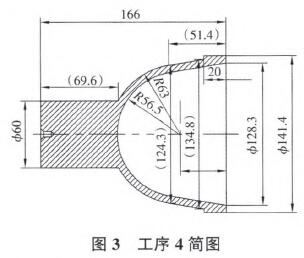
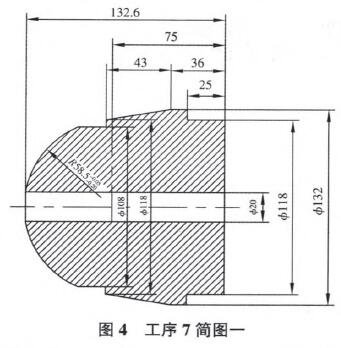
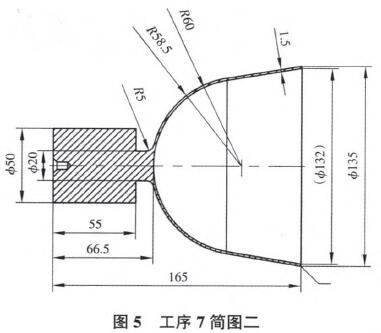
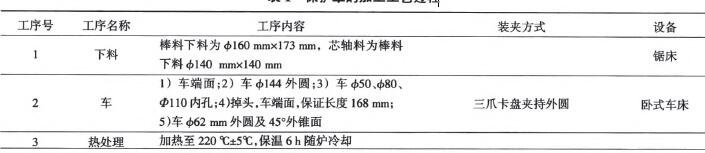
表1保护罩的加工工艺过程



即工艺路线安排为:
粗车—热处理一半精车一热处理一精车。
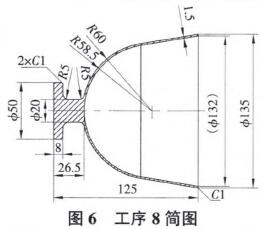
3)工艺过程。该保护罩的加工工艺过程如表1所示,相关工序简图如图2~图6所示。
4、结语
采取上述工艺路线及具体工艺过程,解决了薄壁保护罩易变形难加工的问题,用此方法加工出的工件,各项指标均满足图样要求。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

