



C620-1 车床罗通手柄故障诊断与维修
2020-4-14 来源:安徽工业经济职业技术学院 作者:杨竟成
在普通车床的速度调节机构中,走刀速度的调整是通过罗通手柄动作来实现的,在走刀箱内部,它连接着一组塔形齿轮,可以获得 8 组传动比,在车床的加工中起着重要作用。 以下就介绍一例在实习教学过程中出现的罗通手柄故障实例及其解决的办法。
1、 故障现象
在普通车床实习操作过程中, 学生在进行车床切削加工中为提高切削效率, 通过调整进给量来实现部分工艺参数的调整。 在使用罗通手柄对 C620-1 车床进给箱塔形齿轮连接位置进行调整时, 发现罗通手柄上下推动过紧且无法实现左右滑移,出现咬死现象。
2、 故障分析
普通车床罗通手柄机构故障大多情况下出现的原因如下:
1)切削加工中进给量过大,造成进给箱内部过载 ,使操纵机构变形。
2)罗通操作手柄润滑不到位,缺乏保养和及时的检修。
3)在使用中产生磨损变形,造成操纵不良,无法移动或移动不畅。
综合以上情况,对机床相关系统进行分析过程如下。
2.1 传动系统分析
C620-1 进给机构的传动系统如图 1 所示:
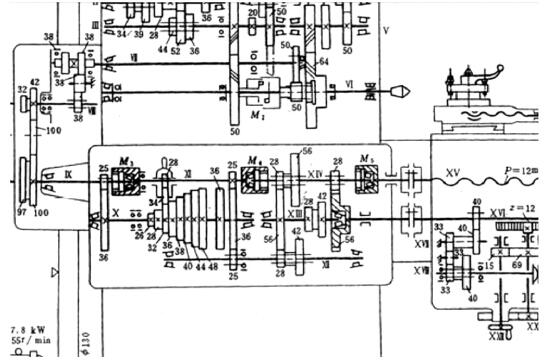
图 1 C620-1 进给机构的传动系统
在图 1 的传动系统中,28 号罗通手柄是一过桥齿轮,其主要作用是将从Ⅹ号轴上的动力通过它传给Ⅺ号轴,在这个过程中,由于在Ⅹ号轴上固定的是由 8 个齿轮组成的塔轮机构,通过罗通手柄的左右滑动,将Ⅹ号轴上旋转动力按不同的级数传递给Ⅺ号轴, 实现进给机构的有级变速,满足切削工艺需求。
在操作调速中,罗通手柄左右和上下移动不畅,从传动系统中分析,可能是罗通手柄下滑移齿轮与Ⅺ号轴之间配合出现问题,打开罗通手柄机构挂板,通过查看Ⅹ号轴、Ⅺ号轴相关配合的齿轮, 同时也检查了两根轴的几何尺寸精度,没有发现明显异常。
2.2 润滑系统分析
普通 C620-1 车床上进给机构的润滑采用的是滴油润滑的方式。 在润滑时,进给箱上部的油池通过 6 根棉线的浸油方式将油慢慢的滴入旋转的齿轮和齿轮轴上部。经检查, 进给箱内齿轮及齿轮轴上包裹着一层油膜,6 根下垂的棉线浸油饱满,润滑系统工作正常。
2.3 操作系统分析
操作系统分析是与当班指导教师进行沟通,确认实训加工零件材料与相关工艺, 当班与近期主要安排的是PVC 材料的加工。 对于这种材料,在轴向进刀上没有大的力量需求,不存在过载扭矩。
2.4 空间配置结构分析
罗通手柄在空间配置上,因为操作的需要是安放在进给箱的外侧,通过 6 个螺钉实现固定(见图 2)。空间位置上要保证三个方面的机械要求:
1)保证罗通手柄连接的滑杆左右滑移时要与进给箱内部的Ⅹ、Ⅺ两轴保持平行。
2)保证罗通手柄在上下扳动时,旋转端面要与Ⅹ、Ⅺ两轴保持垂直。
3) 保证罗通手柄在 8 个速度位置要有定位互锁功能,保证在机床进给箱工作时不脱档,确保工作的稳定。要保持上述的三项机械要求,必须保证运动件之间的配合间隙(H7 / f7),太大易窜,太小运动不畅。
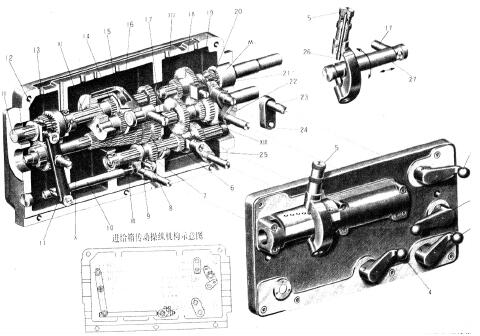
图 2 罗通手柄空间配置
拆下连接罗通手柄机构挂板, 手工检查手柄机构左右(轴向)、上下(径向)运动情况,发现有明显的阻滞现象,具体表现为在运动的前段,开始出现阻力现象,越向后,阻力越大,仔细观察,导向轴上有明显摩擦痕迹。 经打表检查,导向轴没有变形,由此而判断是与导向轴配合的挂板导向孔出现问题。 见图 3
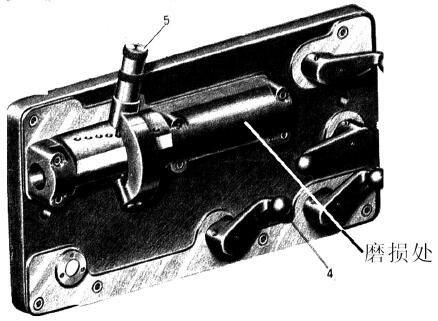
图 3 导向轴
打开导向孔零件,如图 4 所示。
经检测, 该导向孔在轴向偏差 0.30mm, 圆度偏差0.20mm,位置如图 4 箭头所指 ,经试装调整 ,确认在罗通手柄向右移动时,初期有阻力,越向后,阻力越大。
故障症状与判断相符。
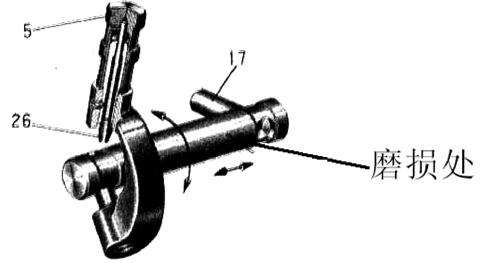
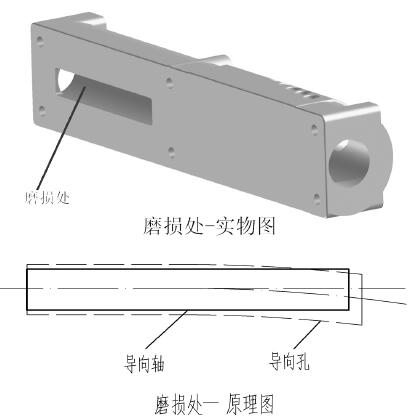
图 4 导向孔零件
3 、解决方法
根据分析的结果,故障的原因是在操作中移动罗通手柄调速时,没有到达锁孔位置而强行开车,内部过桥齿轮没有与塔形齿轮正确啮合,受到挤压后,使导向轴滑杆与导向孔之间发生径向挤压。 长期的挤压造成导向孔头部侧向变形,出现罗通手柄调速困难状况。
解决的办法是将导向孔扩大,因为从总的行程上看,出现问题的只是一小段,部分扩大尺寸不会影响罗通手柄的滑杆的运动精度。 用 800# 砂纸进行修磨,边修边试,直至达到运行顺畅要求。 最后注脂安装。
4 、结束语
通过修整导向孔径尺寸,解决了机床进给机构中罗通手柄调速困难的问题,从这类故障中看出,要使机床保证正常工作, 正确的操作是减少机床故障的主要方法之一,在今后的实习教学中,要严格要求,防止这类故障的发生。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

