



某卧式数控车床圆轨迹精度测试与分析
2020-5-25 来源: 沈阳机床股份有限公司 作者:谭智 马晓波,曹铎
摘要 :本文首先分析了球杆仪测试的基本原理,后以卧式数控车床为例,梳理了数控车床圆轨迹精度测试流程,并测量了该卧式数控车床的圆轨迹精度,并对各误差项在圆度误差中的占比进行了分析。通过整个测试及优化流程,证明了该测试流程、误差识别方法省时高效。
关键词 :球杆仪 ;测试流程 ;圆轨迹测试
目前随着数控机床制造技术的突飞猛发展,数控机床市场的需求量及技术要求也随之越来越高 ;如何能在提高生产效率的同时,最大限度地降低制造成本、缩短交货周期、并且保证机床的精度,因此急需先进的检测设备及精度优化的流程手段[1]。在影响机床加工精度的因素中,起支配作用的是运动精度。了解掌握机床的运动精度对于精密加工而言不可或缺。如果构成机床设备的各零部件的尺寸、形状精度低,则机床的运动精度差。另外,安装与调整控制系统等对机床运动精度也有影响[2]。本文将以球杆仪这一高效、便捷的测量仪器来对某卧式数控车床进行圆轨迹精度测试与分析。
1、球杆仪误差测量原理
1.1 球杆仪结构简述

图 1 球杆仪构造图
1. 传感器球 2.LED 状态指示灯 3. 无线电通信模块 4. 中心球(固定)5. 开
关和电池盖 6. 球杆仪传感器 7. 序列号(底部)8. 盖环
英国 Renishaw 公司生产的 QC20 球杆仪是一种快速检测机床性能的精密仪器,具体的构造如图 1 所示,球杆仪的传感器是球杆仪系统的主要部件,是一个精密的线性传感器,能够精确测出在球杆标称 (100 mm) 长度 ±1 mm 行程内的伸缩量。此传感器可提供电子信号,这些信号经处理后与计算机无线通讯。这允许 Ballbar 20 软件对传感器名义长度上的微小变化进行测量和分析。
1.2 球杆仪的测试原理
用球杆仪进行误差测量,设坐标系的原点 O(0,0) 为车床主轴轴杆上球座的中心,P(x,z) 为刀架臂球心的名义坐标,当机床运动到目标位置 P(x,z) 时,设机床的实际位置为P'(x',z')。则机床的空间误差可用这两个坐标表示如下 :
式(4)表示点 P 处的定位和球杆仪半径误差的关系。该式是球杆仪测量装置的基本方程式,反映了测量结果与误差矢量之间的关系。测量所有的 ∆R,做出圆度误差曲线,可以综合反映出机床部件相互几何关系等因素。
2 、测试内容及过程
针对数控车床进行球杆仪圆弧插补测试的总体测试流程如图 2。
①先预热机床 :使机床以测试速度运行半个小时,让机床进行充分的润滑与热机 ;②再确定测试半径 :按照测试需求及机床行程选择测量半径 ;③对程序进行预运行 :按照选定的半径、速度进行程序预运行,确保测试程序没有问题 ;④确保球杆仪连接 :连接球杆仪,包括电源、传感器、球座,将球杆仪链接到机床,准备进行实验 ;⑤执行测试 :在测试程序通过预运行后,开始执行测试 ;⑥数据诊断 :对测量结果进行诊断,明确各轴的位置误差,角度误差,直线度,垂直度,以及比例误差,周期误差等误差项的排序。⑦参数优化 :在数据诊断的基础上,进行系统参数优化 ;⑧结果验证 :在优化后对再次执行测试,如测试结果不理想,再次执行参数优化步骤以获得更好的优化效果。
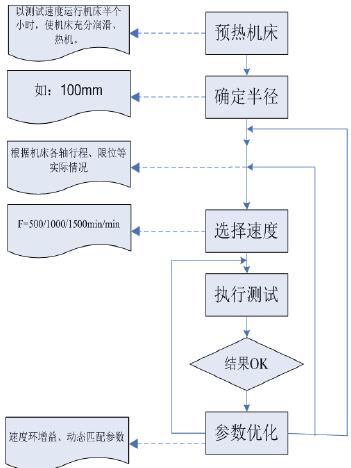
图 2 测试流程图
分 别 以 500mm/min、1500mm/min、3000mm/min
进给速度,100mm 为半径在 XZ 面内进行圆轨迹测试,获得
圆度轨迹误差值。
3、测试结论
以下为 3000mm/min 进给速度的测试结果,经测试圆度为 9.5um。
表 1 误差及诊断表格单位 :um

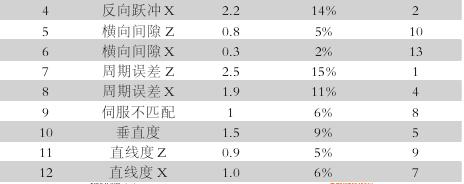
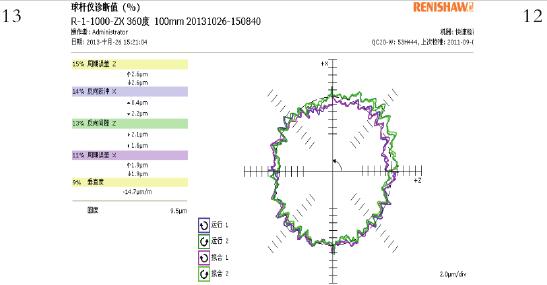
图 3 测试结果
该台卧式车床经测试,Z 方向的周期误差、X 方向的反向跃冲、Z 方向的反向间隙是误差占比最高的三项。利用球杆仪对数控机床的几何误差进行检测是一种效率高操作简单而且测量结果具有较高可信度的实用方法,同时还可以通过故障诊断数据对数控系统进行优化,找出故障问题,可以显著提高数控机床的圆弧插补精度。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

