



成形车刀在数控车床加工中的应用
2021-9-10 来源:宁波市北仑职业高级 宁波第二技师学院 作者:乐崇年 陈元峰
摘要: 在车削加工较大批量的中小尺寸复合成形表面时,采用成形车刀具有加工质量稳定、加工效率高等特点,因此成形车刀被广泛应用于各类车床及自动化生产线。以阀盖数控车床加工为例,介绍了成形车刀中刀头和刀柄的设计与制作,以及应用成形车刀后的工艺实现过程。
关键词: 数控车床 成形车刀 加工 应用
1、应用背景
阀盖零件简图如图 1 所示。零件材质为 ZQSn6 -6 - 3 锡青铜。在实际生产中,为节省材料及保证加工效率和质量,该阀盖零件采用铸造方式完成毛坯制作,并采用数控车床车削完成加工。
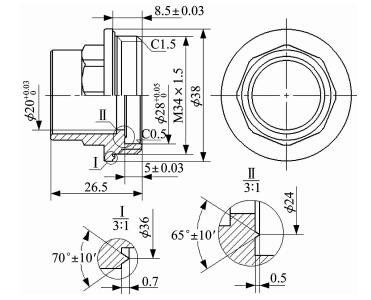
图 1 阀盖零件简图
由图 1 可见,该阀盖零件的加工难点主要集中在零件右端,包括: ① 38 mm 外圆右侧环形端面处的三角形凸起轮廓,凸起高度为 0.7 mm,尖角角度为 70°±10',尖角处回转直径为36 mm; ② 28 + 0.05 mm 内孔左侧环形端面处的三角形凸起轮廓,凸起高度为 0. 5mm,尖角角度为 65° ± 10',尖角处回转直径为 24 mm。阀盖使用中,上述两处三角形凸起轮廓与阀体的对应面相互接触,形成机械密封,以防止泄漏。
阀盖零件右端还包括外圆、内孔、端面、内外倒角等加工要素,且部分轮廓尺寸较小,若采用单刃车刀分段加工的方法,会给车刀准备及数控车床加工程序编制等带来较大困难,且加工质量和效率也难以保证。在形状复杂的小型零件批量生产中,自动车床、半自动车床和数控车床被广泛应用。为了充分发挥车床的效能,使用成形车刀是关键 。笔者介绍成形车刀在数控车床加工中的应用。
2 、成形车刀设计与制作
2. 1 刀头
成形车刀是车削回转体复合成形表面的专用刀具,其刃形应根据工件的轴剖面廓形进行设计。成形车刀的刃形以后面法剖面内的形状来表示。由于成形车刀一般有前角、后角,因此法剖面廓形与零件的轴剖面廓形不相同。设计成形车刀时,需要根据零件轴向廓形和所选定的前角、后角值求得刀具上相应的法向廓形 。
本例中,由于阀盖零件的材质为易切削材料,根据经验可以采用前角为 0°,后角一定角度的成形车刀进行加工。当成形车刀前角为 0°,后角大于 0°时,成形车刀前刀面的廓形和零件廓形完全相符,后刀面的法面廓形不同于零件廓形[4]。由于零件右端的两处三角形凸起轮廓均位于环形端面处,因此宜采用自右向左的轴向进刀方式成形。此外,成形车刀设计中应避免因刃形过于复杂而导致加工困难、成本高。刀刃工作长度过长时,可能受机床功率、排屑困难等影响而引起振动现象 。
基于以上考虑,确定采用阀盖零件内、外轮廓分别加工的刃形设计思路,刀头处的部分刀刃用于加工阀盖零件右端的内轮廓,其余部分刀刃用于加工阀盖零件的外轮廓。设计完成的刀头刃形尺寸如图 2 所示。刀头刃形加工部位如图 3 所示,1 ~ 8 号段用于加工零件内轮廓,8 ~ 14 号段用于加工零件外轮廓,尾部用作刀柄夹持定位。
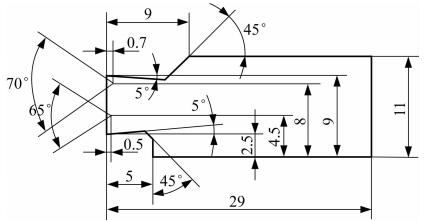
图 2 刀头刃形尺寸
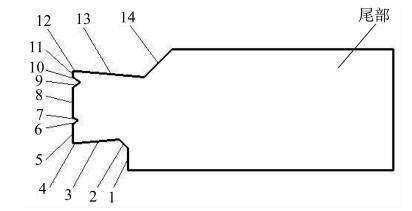
图 3 刀头刃形加工部位
为保证成形车刀的使用性能和寿命,刀头采用厚度为 4 mm 的 YW 牌号硬质合金制作,并按刀头后面与加工表面间不产生干涉的原则,合理确定各刃形处的后角。刀头三维模型如图 4 所示。
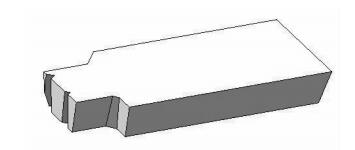
图 4 刀头三维模型
成形车刀刀头可以采用刀具磨床或线切割机床完成加工。采用线切割机床加工的成形车刀精度高,成本低,效率高,相比用刀具磨床加工的成形车刀,具有省工序、省时、节约费用、合格率高的特点,因此具有推广价值。用慢走丝线切割加工硬质合金成形车刀,不仅生产效率高,而且加工出的硬质合金成形车刀质量好,使用寿命长,可稳定、可靠地在生产实践中应用。为保证质量,应采用防电解电源及小脉冲宽度加工策略,并缩短脉冲电流的持续作用时间,控制表面变质层在 1 μm 以内,改善刀头表面质量,减小内应力,避免裂纹产生。
2.2 刀柄
成形车刀刀柄用于装夹刀头,主要结构如图 5 所示,材料为 45 号钢。
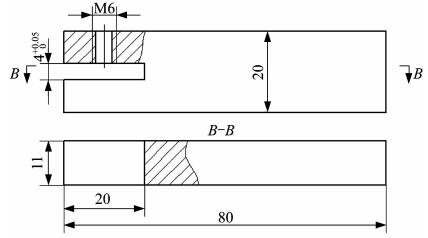
图 5 刀柄结构
刀柄的外轮廓可由锯削、铣削等工艺完成,刀柄的  凹槽轮廓可采用线切割加工完成,刀柄的 M6螺纹孔可采用钻孔、攻丝的工艺完成 。
凹槽轮廓可采用线切割加工完成,刀柄的 M6螺纹孔可采用钻孔、攻丝的工艺完成 。
3、工艺实现
3. 1 成形车刀安装
如图 6 所示,对制作完成的刀头与刀柄进行组装,并采用紧定螺钉压紧,然后将刀柄安装至数控车床的刀架上。
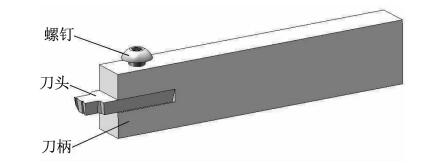
图 6 成形车刀组装
3. 2 零件装夹
由于加工零件批量较大,一次加工数量达数万个,因此采用图 7 所示弹性夹头进行气动装夹。
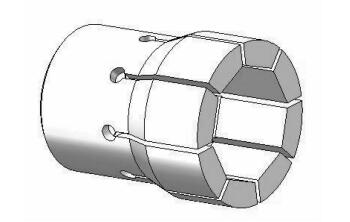
图 7 弹性夹头
3. 3 数控车床加工
应用成形车刀,阀盖零件成形加工如图 8 所示。
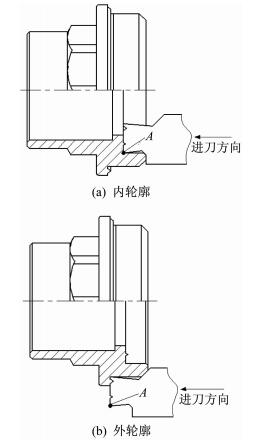
图 8 阀盖零件成形加工
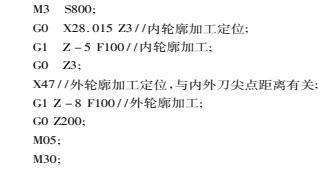
由于采用了成形车刀加工,零件的轮廓形状及尺寸精度主要由成形车刀的刀刃形状保证,因此数控车床加工程序大为简化。以刀头处的外刀尖点 A 作为对刀点,加工程序如下:
4 、结束语
应用成形车刀分步加工阀盖零件内、外轮廓,解了阀盖零件右端的加工难点,并保证了加工质量和效率。采用成形车刀加工阀盖零件成形面,加工精度主要取决于刀具的制作精度,并易于保证同一批零件表面形状、尺寸的一致性和互换性。成形车刀具有质量稳定、生产率高等优势,应用成形车刀,有助于简化机床和夹具的结构,降低生产成本。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

