


【摘要】本文是针对YKD2940 数控锥齿轮拉齿机工件主轴夹紧装置的失效导致整个齿轮加工机床不能充分发挥起加工效能,制约了其弧齿锥齿轮加工机床的数控化改造和数控化技术的应用和发展。因此对其改进,以满足生产,提高效率。本文主要通过对液性介质定心夹具的原材料性能,焊口性能,受力分析和试验来说明其磨耗和失效并对相关重要问题有详细分析介绍。
齿轮加工机床是加工各种圆柱齿轮、锥齿轮和其他带齿零件齿部的机床。广泛应用在汽车、拖拉机、机床、飞机和航天器等各种机械制造业中。我国齿轮加工机床品种齐全,基础较好,具有相当的行业优势,全行业齿轮机床年产超过4000 台。本文研究的是YKD2940 数控锥齿轮拉齿机的工件主轴夹紧装置。
1 、机床简介
YKD2140 型数控弧齿锥齿轮粗切机是一种新型、高效粗加工中型和大型非范成准双曲面齿轮和弧齿锥齿轮机床。本项目新研究的主轴夹紧装置,主要在YKD2140 型数控弧齿锥齿轮粗切机上试用。本机床是一种灵活方便的专门化机床,适用于品种的大批辆生产。

图1 YKD2140 型数控数控锥齿轮拉齿机
2 、内套疲劳失效分析
夹紧装置的主要失效形式是在工作一段时间后(一般是7-30天),内套不能与主轴分离而影响主轴分度。如图2 所示的焊口部位磨损痕迹,说明内套已经产生明显的塑性变形。
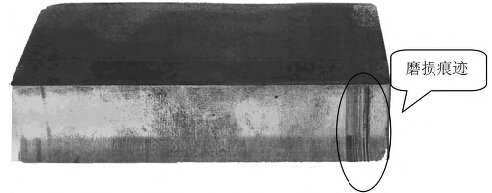
图2 夹紧装置取样照片
内套受力分析得出内套在工作时的周向应力为174Mpa, 由于夹紧装置的一般使用周期为20 天,其使用寿命经过计算大约为148000次,说明内套的失效属于低周失效。
失效形式及使用寿命失效形式为累计塑性变形超过设计要求导致内套弹性下降而失效。
3 、内套热处理对性能的影响
3.1 焊口处的组织分析
焊口处受力复杂(包括焊接应力、工作应力和过盈配合的压应力)有应力集中现象。而且焊口处的组织差异较大,存在强度低的区域,导致内套在受力时焊口处的局部区域出去塑性变形状态。
3.2 夹紧装置的油压试验
从以下试验数据中可以看出,在第一次加压循环时,内套就出现参与变形,虽然只是微量的塑性变形,但在循环载荷的反复作用下,积累塑性变形量将逐渐增大。如表格1 所示,最终导致失效。
表1 内套内径的变化与油压的关系数据
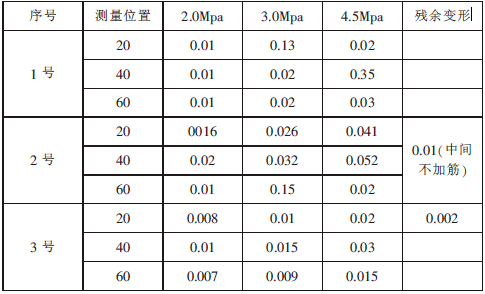
注:1号HRc 42———43;2号HRc 46———47 中间不加筋;3号HRc 46———47
4 、显微组织分析
4.1 内套过盈的材料为:覫15mm 棒料,材料为60Si2Mn 为弹簧钢,因此套的工作应力必须在弹性范围内以避免产生塑性变形,因此弹性极限尽量提高,又由于内套在交变载荷下工作,所以要求材料应具有较高的疲劳强度。
原材料组织:铁素体(带状)+珠光体(图3)
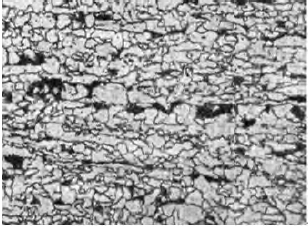
图3 60Si2Mn 原材料组织照片
4.2 锻后退火组织
为了保证组织的均匀性, 采用锻后球化退火工艺以提高疲劳性能。
球化退火工艺:850℃,保温2-3 小时。炉温至720℃,保温4-5 小时。炉冷至500℃出炉。组织:珠光体+铁素体(图4)
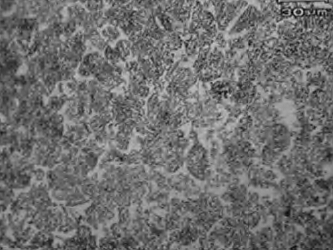
图4 球化退火后的组织照片
4.3 淬火回火后组织
为了提高弹性极限,采取淬火后种温回火工艺:淬火加热806℃,保温20 分钟。油冷,回火460℃保温4 小时空冷。由于组织会有少量铁塑体,将会降低疲劳强度。组织:回火屈氏体+少量铁素体在(图5)
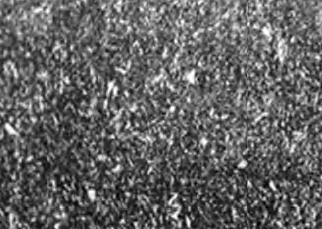
图5 淬火+回火后的组织
由于采用油液介质,且该夹具在工作时还承受扭矩(120Kg/m)因此为了防止漏油不能采用密封圈,而采用焊接,本夹具采用的是氩弧焊。
5 、夹紧装置的改进
本夹紧装置用液性介质定心夹具,这种夹具已广泛应用于要求高定心精度的加工中心。它的特点是靠液性介质传递压强,迫使弹性元件均匀变形而将工件定心,夹紧的。这种机构夹紧可靠,定心精度高,一般可保证同轴度在0.01-0.02mm 之内。这是一般弹簧卡头或芯轴难以达到的,但弹性元件的变形量较小,故自使用于精加工。这种夹具在使用时还应注意,为了防油的渗漏,同时保证能承受150 Mpa 的扭矩,我们考虑采用内套和外套过盈配合来取代焊接。
若去除焊接,用增大内套和外套的过盈量的方法来承受工作时产生的扭矩,再用电子束焊来代替氩弧焊,以防止漏油。由于真空电子束焊接,气体非常纯净,焊缝所含氧、氮、氢量远较氩气焊低,在加以其热影响区很狭窄及晶粒长大减小到最低程度,所以整个焊接接头性能良好。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

