


齿轮滚铣复合加工实验装置控制系统开发
2019-11-22 来源:武汉大学 动力与机械学院 作者:刘照 何珊 潘卫平 王堂辉
齿轮加工方法是机械原理等课程的教学难点,仅靠齿轮范成仪等教具,学生很难直观深入地了解齿轮加工全过程。滚齿机等专用齿轮加工设备往往学校又不具备,因此有些学校采用软件模拟来展示这一加工过程,这不利于学生深刻体会渐开线的形成过程。还有一些学校研制了专门的滚齿设备来实现齿轮范成法加工,但这些设备通常只具有展成法加工而没有成形法加工,学生不易理解这两种加工方法的差别。如果能够把这两种加工方法集成在一台实验装置中实现,可大大增强学生对不同齿轮加工方法的认知。本文主要研究该装置中与机械本体配套的控制系统软硬件开发,该控制系统用来实现齿轮滚铣复合加工中各传动机构的运动控制、加工方法选择、参数设置和加工过程监控。
1、实验装置构成与控制系统设计要求
该实验装置机械本体结构如图 1 所示,主要由工作台、刀具传动机构 1、工件分度机构 2、工作台轴向进给传动机构 3、手轮、步进电机、编码器等组成。该装置最大特色是滚刀与铣刀都安装在一根轴上,只要通过垂向手轮和横向工作台手轮来调整工件相对刀具的位置,就可以分别实现齿轮的展成法加工和成形法加工。为了说明该实验装置加工原理,这里给出传统的齿轮展成法加工与成形法加工原理。从图 2 ( a) 中可知,齿轮的展成法加工是依靠滚刀转动 B11、轮坯转动 B12共同形成的展成运动及滚刀相对轮坯的轴向进给运动 A2来实现的; 该实验装置中则通过控制主轴、分齿驱动和工作台进给这 3 个电机,来实现机构 1~机构 3 的运动合成,最终实现齿轮渐开线齿廓的加工。从图 2 ( b) 可知,齿轮的成形法加工是依靠盘铣刀的主切削运动、刀具相对工件的轴向进给运动及分齿运动实现的; 该装置中则通过控制机构 1 与机构 3 的同步运动和机构 2 的间歇运动,来实现每个轮齿的加工。
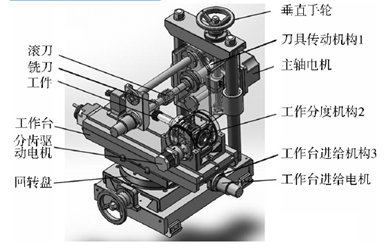
图 1 齿轮滚铣复合加工实验装置三维图

(a) 齿轮展成法加工原理图
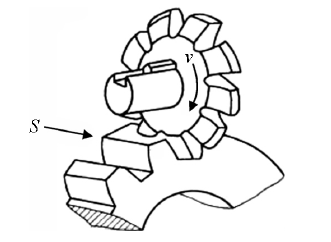
(b) 齿轮成形法加工原理图
图 2 齿轮加工原理图
从齿轮的展成法与成形法加工原理可知,为达到加工所需的运动要求,所开发的控制系统必须能够实现这 3 个传动机构的驱动控制,并且实现刀具转速、工件转速和工作台横向进给速度的同步控制。此外,该系统还须具备简洁直观的人机界面,以实现加工方法选择、加工参数设定和加工过程监控。
2、控制系统方案设计
考虑到上述控制系统设计要求,对比各种控制器如单片机、DSP 和 PLC 等,并综合考虑成本、可靠性和功能灵活性,最终选择了以步进电机为执行机构、PLC 为底层控制平台、触摸屏为人机界面的开环控制系统方案,如图 3 所示。控制系统硬件核心选择三菱 FX3U-32MT/ES,该款 PLC 有16 路输入和 16 路输出,其中 3 路 100 k Hz 的高速输出信号 Y0、Y1、Y2 分别用来提供驱动该实验装置中刀具、工作台轴向进给和工件分度步进电机的脉冲信号,6 路 100 k Hz 高速计数输入信号 X0~ X5分别用来连接 3 个光电编码器的输入信号,3 个编码器分别用来检测 3 个步进电机的转速。多余的PLC 输入输出点数适当考虑了以后的应用扩展。触摸屏用来选择加工方法、设置加工参数和监控加工过程,该装置选用威纶通TK6070ip。
3、硬件接口设计
该实验装置控制系统硬件设计主要包括 PLC与步进电机驱动器、编码器的接口设计以及 PLC与触摸屏的通信连接。控制系统主接线图如图 4 所示,其中驱动器 1~ 驱动器 3 分别是刀具主轴、工作台轴向进给和工件分度步进电机的驱动器。编码器 1~ 编码器 3 分别是工作台轴向进给机构、刀具轴和工件分度机构的编码器。触摸屏与 PLC 之间采用了 RS-485 4 W 通信电缆进行通信。X10 是启动按钮,X11 是停机按钮。下面简要介绍各部分接口设计。
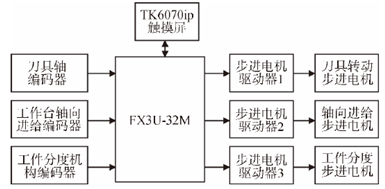
图 3 控制系统方案设计
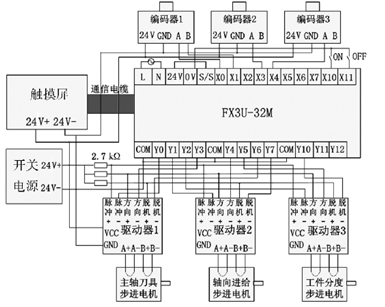
图 4 控制系统硬件设计组成
3. 1 PLC 与步进电机驱动器接口
该实验装置中的 3 个步进电机都采用 57 系列两相步进电机,配套的驱动器选用了 ZD - 6560 -V4。该驱动器与 PLC 的接线方法分为共阳极和共阴极两种,本文系统采用的是共阳极信号输入,对应的接线如图 4 所示。其中 FX3U 的高速输出端子 Y0~ Y2 分别接主轴电机驱动器 1、工作台轴向进给电机驱动器 2 和工件分度电机驱动器 3 的脉冲负端子,FX3U 的 Y3~ Y5 端子分别接3 个驱动器的方向负端子,FX3U 的 Y6 ~ Y7 和 Y10 分别接3 个驱动器的脱机负端子。如图 5 所示,只给出了主轴步进电机驱动器 1 与 PLC 的接口,其他两个驱动器接口雷同。图 5 中驱动器的脉冲负端子接PLC的高速输出端口 Y0,驱动器的方向负端子接 PLC的 Y3 端口,驱动器的脱机负端子接 PLC 的 Y6 端口。驱动器的 A+、A-、B+、B-端子则分别接步进电机的两相绕组。在驱动器的脉冲正、方向正和脱机正端子与 24 V 电源正之间,需串联一个2. 7 kΩ 限压电阻。
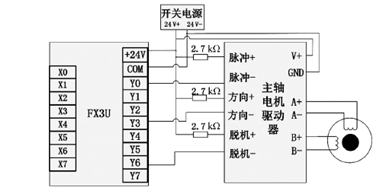
图 5 PLC 与步进电机接口
3. 2 PLC 与编码器接口
由于工作台的轴向进给运动有正反两个方向,PLC 必须采用双向双输入计数,而刀具主轴和工件分度机构都是单向旋转的,只要采用单相单输入计数即可。为了供电方便,所有的编码器都选用欧姆龙的E6A2-CWZ5C 型编码器,其供电电压都是 24 V,具体接线如图 6 所示。FX3U 的 X0、X1 端子分别接工作台轴向进给机构编码器的 A、B相端子,FX3U 的 X3、X4 端子分别接主轴编码器和工件分度机构编码器的 A 相端子。
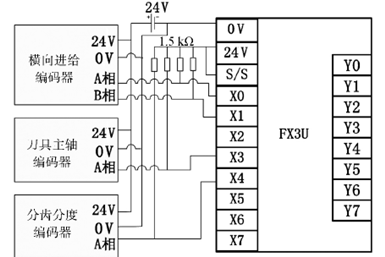
图 6 PLC 与编码器接口
3. 3 PLC 与触摸屏通信接口
控制系统人机界面———触摸屏 TK6070ip 有两个 COM 口, 其 中 的 COM1 口为 RS232 接 口,COM2 口为 RS485 通信接口,系统设计中采用COM2 口与 FX3U 通信,连接方式如图 7 所示。
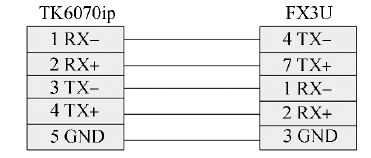
图 7 PLC 与触摸屏接口
4、软件设计
控制系统软件主要包括后台 PLC 控制程序和前台触摸屏程序两部分。PLC 控制程序负责实现齿轮滚铣复合加工实验装置的运动控制; 触摸屏程序则实现人机交互,如齿轮加工过程的监控和加工参数设置。
4. 1 PLC 控制软件设计
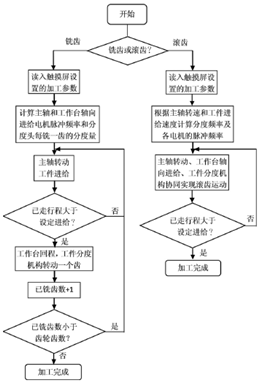
图 8 PLC 控制软件流程图
该实验装置的 PLC 控制系统软件主要包括滚齿和铣齿两个分支程序,分别用来实现齿轮的展成法 加 工 和 成 形 法 铣 削。软 件 采 用 三 菱 GX -Works2 编程,PLC 控制软件主要流程如图 8 所示。这里仅以滚齿加工为例,说明 PLC 控制刀具主轴、工件分度和工作台轴向进给 3 个步进电机的同步运动,从而实现滚齿加工过程的运动控制部分代码,如图 9 所示。该梯形图中分别通过可变速脉冲输出指令 PLSV 来驱动主轴和分度电机的运行,相对定位指令 DRVI 来驱动轴向进给电机的运行。其中,M10 是总开关,D0、D8 分别对应于主轴和分度电机的脉冲频率,它们确定了这两个电机的旋速度,Y0、Y3 分别对应于主轴电机 PLC 控制输出的脉冲和方向端子,Y2、Y5 分别对应于分度电机PLC 控制输出的脉冲和方向端子。D12、D4、Y1、Y4 分别对应于轴向进给电机的脉冲数、脉冲频率、该电机 PLC 控制输出的脉冲和方向端子。
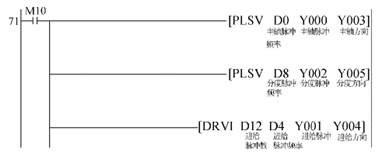
图 9 PLC 梯形图部分代码
4. 2 触摸屏界面设计
触摸屏界面采用威纶通触摸屏软件 EB8000 设计,主要界面包括展成法加工界面、成形法加工界面和步进电机控制界面,如图 10 所示,分别用来实现展成法加工、成形法加工和步进电机驱动控制演示实验。其中展成法加工斜齿轮的参数设置与加工过程监控分别如图 11 和图 12 所示。该齿轮复合加工实验装置已完成开发,并在机械原理课程中得到了应用,如图 13 所示。

图 10 加工方法选择界面
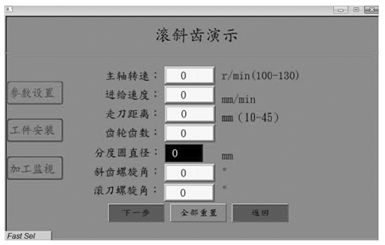
图 11 加工参数设置界面
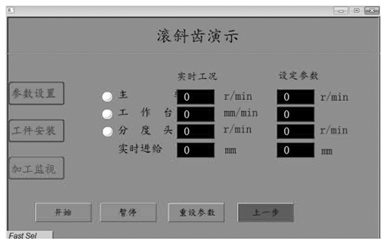
图 12 加工过程监控界面
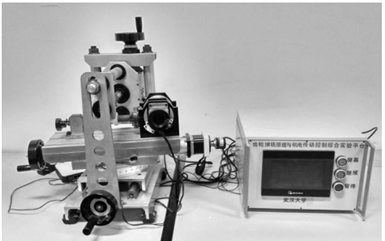
图 13 齿轮复合加工实验装置实物图
5、结束语
实践表明,该实验装置运行可靠、界面直观、操作方便、控制硬件精简,控制系统完全达到了设计功能要求。该实验装置不仅可用于机械原理、金属切削机床等课程中加深学生对齿轮展成法和成形法加工方法的理解,而且该装置还可用于机电传动控制等课程中对步进电机的驱动控制和 PLC编程的实验教学。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

