


摘要:随着粉末冶金材料在缸盖气门座圈上越来越多的应用。其高硬度及残余多孔结构对座圈的加工提出了更高的要求,而座圈导管专用复合刀具的发展应用,可以较好保证座圈相对导管的跳动要求,而座圈圆度成为较难保证的项目。为此。研究了各类工艺方案对气门座圈加工圆度的影响。
关键词:发动机缸盖;气门座圈;加工圆度
发动机工作中,气门不断往复,气门座圈在高温下承受着很高的热冲击和机械负荷,工作条件十分恶劣,这就要求气门座圈凡尔线锥面具有良好的高温耐磨性和密封性。粉末冶金材料的残余多孔结构使其具有良好的自润滑性和隔音性能,能满足气门座圈耐磨损、耐腐蚀、抗冲击的要求,因此,在气门座圈上得到了广泛的应用,而其残余多孔结构对气门座圈的加工提出了更高的要求。随着各类专用复合刀具的发展应用,可以很好保证座圈相对导管的跳动要求,而公差更严的气门座圈圆度成为较难保证的项目。本文主要研究各类工艺方案对气门座圈加工圆度的影响。
1、加工背景
采用各类专用复合刀具进行组合加工缸盖气门座圈及导管,进气座圈锥面1400,排气座圈锥面120。,进、排气座圈凡尔线锥面圆度要求0.008 mm。进、排气座圈材质均为粉末冶金,具体成分特性如表l所示。
2、工艺方案
2.1 锪座圈方案
新品试制时,为节约成本,通常在加工中心上采用锪座圈加工方案,利用法兰刀柄调节刀具跳动。首先,用导引刀具粗锪座圈凡尔线锥面(同时锪其它的一个或两个锥面),留0.15 mm左右精加工余量,再用精加工刀具精锪座圈凡尔线锥面,到位后停留几转修光。这种刀具结构简单,刚性好,调节方便,精加工凡尔线锥面时只有一枚刀片在加工,排除其它刀片加工振动的影响,可以得到较高质量的座圈凡尔线锥面。
表1气门座圈成分特性

2.1.1枪铰刀具I
枪铰刀具I座圈粗加工采用常规的四方形可转位刀片,精加工时采用特殊结构的CBN长条形刀片,并在刀体上镶有3块支撑导条,当刀片切人工件时,支撑导条也紧随着在对应的位置起支撑作用,并吸收切削所引起的振动,如图l所示。特殊结构的长条形刀片带有供刀片夹紧用的V型槽,如图2所示,压板前端与V型槽构成稳固的楔形夹紧,提高调刀的精确性及切削时的稳固性。长条形刀片可通过两端的调整螺钉调节刀尖回转直径和刀片倾角?
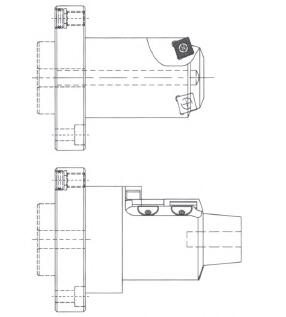
图l 枪铰刀具I(粗加工和糟加工)
2.1.2柔性枪铰刀具II
柔性枪铰刀具II采用刀夹结构,如图3所示,对于尺寸相近产品可通过更换相应刀夹实现座圈的柔性加工,降低生产成本。柔性枪铰刀具II粗、精加工均采用三角形可转位CBN刀片,刀片刚性好,稳固安装于刀夹对应V型凹槽内,通过调整刀夹的高度及倾角(带动刀片一体)调节加工相关位置及锥面尺寸。
图2特殊结构的长条形刀片
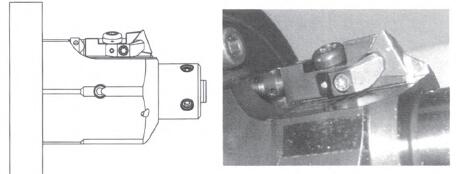
图3柔性枪铰刀具II【精加工)
2.2车座圈方案
锪座圈加工方案切削力较大,对刀具刚性要求较高,而且刀刃磨损快,会在座圈锥面上复映锪刀切削刃的各种缺陷,而车削加工可以避免该问题的发生,故批产时通常在专机上采用车座圈加工方案。
2.2.1 展开式刀具I
展开式刀具I(如图4、5所示)加工时,首先,主轴进给,通过固定安装的特制CBN锪刀片(如图6中b、c所示)粗锪座圈凡尔线锥面(同时锪其他的锥面),留0.05 mm精加工余量,接着,主轴后退0.2 mm,使粗锪刀片脱离工件加工表面,精车刀处于待加工位置,然后,通过心轴推动滑块带动特制CBN精车刀片(如图6中a所示)由外向内精车座圈凡尔线锥面。
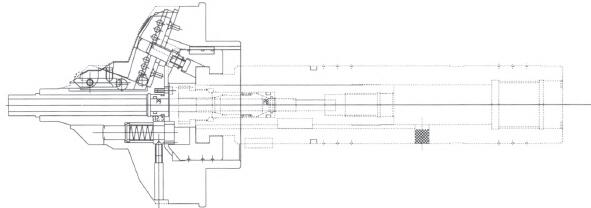
图4展开式刀具I(精车刀)
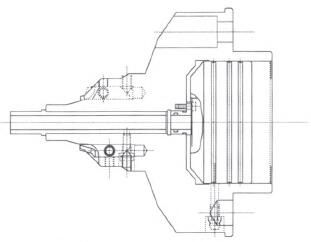
图5展开式刀具I(粗锪刀)
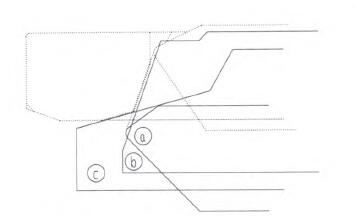
图6刀片加工示意图(加工终点位置)
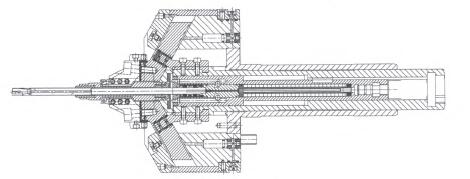
图7柔性展开式刀具Ⅱ
2.2.2柔性展开式刀具II
柔性展开式刀具II(如图7所示)可在一定范围内实现不同角度、不同大小缸盖座圈锥面的加工。发生头刀具包含粗车刀和精车刀,均为菱形刀片,两刀片轴向、径向均相差小段距离,粗车刀切削在前,精车刀在后,可根据需要调整粗车、精车加工余量的分配,减小精车切削力,保证座圈表面质量。加工时,通过主轴与心轴(推动滑套的轴)两轴联动进给,适应座圈不同角度锥面的组合加工,由外向内完成座圈所有锥面的粗车和精车加工(如图8所示)。
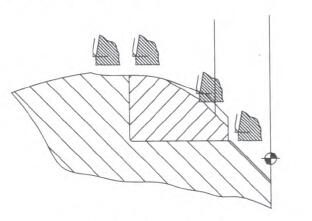
图8刀片加工示意图
3 、检测结果
3.1检测方法
采用三坐标测量机,以缸盖底面为基准面,在座圈下沉量尺寸平面位置,探针连续走圆,采集众多数据点,消除采点少及反复接触、离开工件产生的误差,提高测量不确定度,具备一定的测量精度。但是,由于三坐标结构为正交的线性轴,而这种圆度检测需要联动两个轴且不断变换方向,转点的滞后会引起一定的测量误差。本文检测中使用的计量型三坐标,其测量误差约1.3“m。
3.2检测数据
3.2.1锪座圈方案
经检测,枪铰刀具I加工座圈圆度在0.008 mm上下,数据波动略大;柔性枪铰刀具II加工座圈圆度在0.008 mm左右,数据波动较小。切削试验中发现,切削参数的调整对座圈加工圆度影响不明显,适当延长孔底停留光整时间对座圈圆度有一定改善。此外,据有关研究表明,座圈加工中,为实现平稳切削并不存在理想的切削参数,而刀片几何结构却有一定影响,对刀片刃口负倒棱进行倒圆对切削力、加速度和圆度有很大影响,试验显示倒圆半径约60岬时,振动最小,加工座圈形状、圆度最佳。
3.2.2车座圈方案
经检测,展开式刀具I加工座圈圆度在0.008 mm左右,略有波动;展开式刀具II加工座圈圆度可以较好地控制在0.008 mm以内。刀具旋转时存在的不平衡量会产生离心力而引起振动,对主轴轴承、刀具寿命和加工质量造成不利影响,故使用前必须做动平衡试验,根据测出的不平衡量采用去重或配重的方法保证其平衡,此类刀具动平衡一般采用DIN IS0 1940标准G2.5级。
4、结语
发动机缸盖气门座圈加工圆度车座圈方案要优于锪座圈方案,试验中,车座圈方案可将座圈圆度稳定控制在O.008 mm以内,而锪座圈方案只能在O.008 mm左右。而刀具结构对座圈加工圆度有一定影响,尤其对刀具的刚性要求较高,须尽可能缩短悬伸,刀片结构稳固,装夹方式建议采用中间固定,保证刀片装夹可靠,有效减小切削振动,提高座圈表面质量和加工圆度。
本文主要试验了相关刀具对座圈加工圆度的影响。当然,除此之外,还有很多其它因素对座圈加工圆度有综合影响,如对机床主轴跳动有一定要求,工装夹具尽量选用稳定可靠的液压夹具,以及切削液的冷却润滑性、润滑压力、过滤精度等。此外,由于座圈圆度要求较高,三坐标检测误差相对较大,建议寻求专业的座圈圆度检测设备。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

