



钻床孔加工偏移借料的定量与改进
2016-9-9 来源:青岛市机械技术学校山东青岛 作者:孟令川
【摘要】许多单孔、多孔的套类、连杆、箱体等铸件,由于制造工艺和技术水平等因素的影响,造成孔位变形、变位、孔距变化、壁厚不均、裂缝、缺口、缩孔、歪斜、偏心等铸件缺陷。因此,在加工、划线中必须借料才能保证加工质量。在现有的技术文献中,借料往往采用多次试划法、定性分析来确定。本文采用定量判断法,运用借料量的具体表达式进行借料,在实际使用中效果较好。
【关键词】钻床加工; 定位孔; 定量判断
一、前言与背景
本人通过青岛市范围内各大铸造厂和机械制造厂的初步调查:不正确借料造成的报废占整体加工过程中报废70%以上,因此对这些形状复杂的件,除了在加工中借料外,还必须在划线中借料。如果在划线中能通过正确借料,那么在加工中就能保证技术要求,不出现报废品。如果通过划线借料不能保证加工要求的,就直接报废,不必要下道工序的加工,造成人、财、物、机、具等资源的浪费。
二、定量判断法的表达式
(一)套类铸件的定量判断表达式。
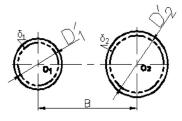
比如一的圆环是一个铸件的毛坯,其内外圆都要加工,由于铸造原因造成内外圆偏心较大,需要内外圆同时借料才能确定。设圆环毛坯尺寸,外圆直径d1ˊ,内孔直径D2ˊ,最大壁厚为hmax,最小壁厚为hmin,设加工后外圆直径为D2,内孔为d1,见下图一。,设外圆单边加工余量为δ1、内孔单边加工余量为δ2,借料后外圆最少加工余量为δ1min, 内孔最少加工余量为δ2min,,斜线部分为加工余量,内外圆中心偏心量为a,见下图一。



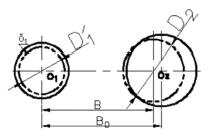
不借料划线时,见上图二,加工后工件出现偏心,不能保证产品要求。
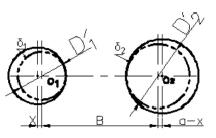
采用借料划线时,见上图三。
1.确定偏心量a
根据图3 列方程:
hmax+(D1ˊ/2 - a)= D1ˊ/2+ hmin+a解得:a=(hmax-hmin)/2
2.根据a 判断能否借料
假设圆环借料后如下图所示:
①若δ1min<0 或δ2min<0, 或hmin<h 标(h 标为加工后的要求壁厚)则不能借料,此时即δ1-x<0 或δ2-(a-x)<0,解此不等式得a>δ1+δ2,因此,不能借料的条件是a>δ1 +δ2 或hmin<h 标②若δ1min=0 或δ2min=0 或hmin=h 标时虽能借料但属于危险品
③若a<δ1 +δ2 或hmin>h 标,则能借料
(二)箱体、连杆等两孔距偏小或偏大的借量定量判断法,现简单分析如下:
现有一箱体两轴承孔,毛坯孔距为Bˊ。要求孔距B0,毛坯状态时,两孔距偏小,偏小量为a,两孔加工余量为δ1、δ2,现按三种情况分别划线如下图示:

毛坯划线状态 不借孔距划线
2)保证孔距前提下,借一孔划线3)保证孔距前提下,借两孔划线根据上图三种划线情况:
第一种情况:不借料划线需能保证合理的加工余量,但不能保证孔距B0。第二种情况:一般划线法,需能保证孔距和一孔加工余量,但另一孔无加工余量。第三种情况:采用借料划线法,既能保证孔距,又能满足两孔的加工余量。
1.确定两孔距变化量a,毛坯孔距为B0ˊ与图纸要求孔距为B0 之差,即a= B0ˊ- B0,当a>0,孔距偏大,当a<0,孔距偏小。
2.根据a 判断能否借料
①若a>δ1+δ2,则不能借料;
②若a =δ1+δ2,即δ1min=0, δ2min=0,虽能借料,但不能绝对保证加工要求,属危险品;
③若a<δ1+δ2,则通过借料,才能保证加工要求。借料也有两种情况:
A.当a<δ1 和δ2 中的大值者,则可以一孔借料,借料量为a,另一孔不借料。
B.当δ1 和δ2 大值者≤a<δ1 +δ2 时,则必须两圆同时借料,才能保证加工要求,那么往哪个方向借料,借料范围多少? 最佳借料多少呢?
3.确定借方向,借料范围,最佳借料量
①借料方向
当a= B0ˊ- B0>0 时,两孔同时向内借料,当a<0 时,两孔同时向外借料。
②确定借料范围和借料量
根据圆环的分析,同理两孔的借料范围为a-δ2 <x<δ1(x 为O1 孔向右借料量)借料量表达式X=a/2 +(δ1-δ2)/2(δ1、δ2 为单独状态不借料时的单边加工余量)。
现把两种借料定量判断法总结如下:
两孔距变化量a=B0ˊ-B0若a>δ1 +δ2,则不能借料,此时为报废品;
若a=δ1 +δ2 此时为危险品;
若a<δ1 +δ2 时,此时可以通过借料保证加工要求,借料量为:X= a/2 +(δ1-δ2)/2借料方向为两孔同时向中心靠。
借料范围为:a-δ2 <x<δ1
当a<δ1 、δ2 中的大值者,可利用一孔借料另一孔不借料,取δ1、δ2 中的大值的孔借料,也可以两孔同时借料,最好的借料是两孔同时借料。
当δ1、δ2 中的大值<a<δ1+δ2,则必须两孔同时借料,否则不能保证加工要求。
(三)三角形的三孔借料法,借料方法同上,在确定第三孔中心时, 先确定两孔的借料点, 再确定第三孔的借料点。以O1O3ˊ、O1O3〞划圆弧得到交点O3 即为第三孔的借料点。
三、借料的定量判断法改进后的推广应用及效果
我们把这种方法从在教学中每年向学生推广,学生毕业后在实际工作中运用此法感觉简单、方便,便于掌握,减少许多借料中的误区,提高工作效率,降低了产品报废率,通过与各企业相关技术工人技术交流,把此法推广给他们,他们也得到了积极的采用。
通过运用此法与不运用此法的调查,得出如下调查结论:同一坯件划线时间降低一倍以上, 劳动调度降低一倍以上,划线效率提高50%以上,对工人的综合技术素质降低要求,产品的报废降低30%以上。
当然,运用定量判断法还需要定性分析,也有必要一定的试划法和调整法,将此法应用于多孔距偏心借料,有待进一步探讨。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

