



浮选机主轴装配关键技术研究
2020-3-13 来源:北矿机电科技有限责任公司 作者:孙 述
摘 要:为了解决大型浮选机主轴装配技术难题,本文对大型浮选机主轴的装配工艺进行了研究和探讨,并阐述了主轴的装配工艺,设计了一种拔轴器,保证了浮选机主轴的装配质量,为浮选机的量产奠定了基础。
关键词:浮选机;装配工艺;主轴;拔轴器
充气机械搅拌式浮选机市场应用广泛,在选矿设备领域具有重要地位。该型浮选机的关键部件是其主轴部件,该部件集传动、充气、搅拌等3项功能于一身,其装配质量对浮选机的工作效能起到决定性的影响,是关乎整部浮选机运转的核心因素 。主轴的装配是重中之重,也是技术难点。为了解决浮选机主轴装配技术难题,本文对其装配工艺和定位控制技术进行了研究和论述。
1、 浮选机装配技术难点
浮选机装配的主要参数及技术要求如下:
① 浮选机主轴部件应运转灵活、平稳,不得有卡死现象,连续工作性能可靠;
② 各运动件内均应添加2号锂基润滑脂,所有润滑油路应畅通,并不得渗漏油;
③ 主轴部件内的轴承温升不应超过30℃,最高温度不应超过70℃;
④ 运转时不得出现异响,工作运转时噪声不应超过 85dB;⑤叶片的轴向和径向摆动在10mm范围以内。
以上技术要求是对浮选机传动部件的基本要求,所以装配技术工艺的制定和装配操作过程必须确保上述技术要求的实现。只有在装配过程中满足上述技术要求,才会确保长时间连续稳定工作,性能可靠,零部件使用寿命长等优点。综上,浮选机部件的装配与控制技术研究制定必须满足上述技术要求,并以此作为装配过程的指导性纲领。
大型浮选机的关键部件是主轴传动部件,其中主要零件的装配过程如下:轴承体水平放置,主轴按照要求装好定位环和轴承,然后将主轴从轴承体的下法兰口穿入,向轴承体上部移动,从上法兰面穿出,而上挡环从轴承体的上法兰口装入,向下移动,装到轴承体的上轴肩处,主轴和上挡环二者相向运动,既要二者各自到达相对轴承体的准确位置,又要达到二者的相对准确位置,使装配完成后的位置符合技术要求 。
拔轴器,又称拉马,产品功能都是将主轴上的轴承或皮带轮等与主轴紧密配合的零件拔离主轴。如图 1 所示,主轴和被脱离件因为各种因素作用为过盈配合。拔轴器基本结构为三爪抓手抓住被脱离件,主体缸与顶杆为螺旋传动或者液压传动,主体缸与三爪抓手固定为一体。工作时,主体缸驱动顶杆顶住主轴,同时三爪抓手牢固抓牢被脱离件,持续给顶杆施压,这时一边向下顶主轴,一边向上抓被脱离件,二者发生相对移动,错开达到分离的目的,即现有拔轴器都是将主轴顶住,将主轴上的配合件拔离主轴。
通用拔轴器工作原理,如图1所示。
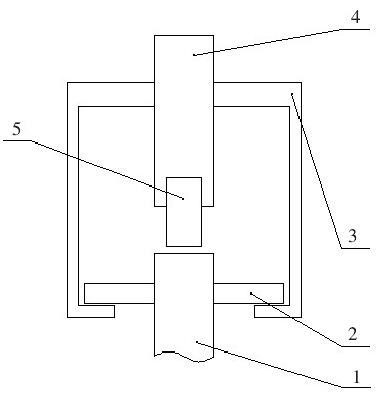
图1 通用拔轴器工作原理
注:1.主轴 ;2.被脱离件;3.三爪抓手;4.主体缸;5.顶杆。
而浮选机主轴为向上运动,上挡环为向下运动,这与现有拔轴器使用过程中主轴不动,被脱离件向上运动的工况完全相反,所以现有拔轴器无法满足工况需要,目前只能靠装配人员分成两组使用基本钳工工具从两个方向同时安装。所以,急需一种装配技术解决这一难题。
2、 主轴装配关键技术目标
根据大型浮选机的结构和装配特点,设计一种全新的拔轴器——逆向拔轴器,通过一步操作,简单、高效地将主轴与上挡环同时装配到位,既保证装配精度,又节省时间、人力,保证装配快速、准确到位,提高产品质量和生产效率。
3、 主轴装配关键技术方案
根据主轴部件结构特点,设计一种逆向拔轴器,该逆向拔轴器由主体支撑架、转动手柄、拉动螺杆组成。主体支撑架由3根立柱将上下两法兰通过焊接连成一体。为保证强度,每根立柱都焊有加强筋。拉动螺杆的螺纹由两段组成,上部为便于传动的梯形螺纹,下部为主轴轴头内孔配合的普通螺纹。转动手柄的内梯形螺纹孔与拉动螺杆的上部梯形螺纹配合,两侧焊接旋转手柄,并配有加力杆。组装完成后如图2所示。
基本原理依靠螺旋传动将水平方向的扭矩转化为垂直方向的拉拔力。转动手柄和拉动螺杆为梯形螺纹配合;将主体支撑架水平放置,下部顶在轴承体内的上挡环上,拉动螺杆下端的普通螺纹与主轴的轴头上内孔螺纹旋合到位,此时准备工作完成。进行拉拔时,顺时针转动手柄,手柄与拉动螺杆产生相对运动,因为手柄与主体支撑架为台肩接触,无法向下移动,螺杆只能反向向上移动,将扭转力转化为摩擦力,摩擦力转化为旋合拉拔力,将主轴拔起,同时支撑架压紧上挡环,将上挡环装配到位。
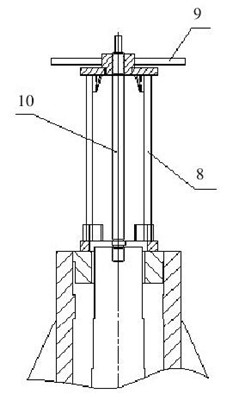
图2 逆向拔轴器示意图
注:8.主体支撑架 ;9.转动手柄 ;10.拉动螺杆 。
4 、主轴装配技术的关键点
① 逆向拔轴器是在部件安装时使用,将轴上附属件向下装配到位,同时将轴向上拉拔到位,二者相对运动方向为轴向外、附属件向里,与普通拔轴器的轴向里、附属件向外的相对运动方向完全相反。
② 一次安装,同时完成两次主要零件的装配工序,即压紧的同时完成拉拔 ]。
5 、结语
在实际生产中,通过上述装配工艺,顺利完成浮选机的装配工作,保证了浮选机的装配质量,提高了生产效率。生产实践证明了该主轴装配关键技术行之有效、可靠,为批量化生产和继续深入研究奠定了基础。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

