



摘要: K211 五轴高速加工中心在加工过程中存在坐标轴抖动和主轴颤刀现象,严重影响工件的加工表面质量和加工精度,致使机床处于半停工状态。根据故障现象和对加工过程的观察、分析和研究,综合运用机械和自控技术,最终彻底解决问题,机床对工件加工表面质量良好,精度符合生产要求。
1、 K211 五轴高速加工中心抖动颤刀现象
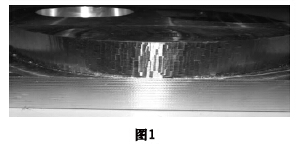
K211 机床在近一年多的使用过程中经常发生Y轴抖动,主轴颤刀现象,而且抖动颤刀程度日益加深,严重影响工件的加工表面质量( 图1) 和加工精度,致使机床处于半停工状态。
通过对机床的加工过程进行仔细观察、分析和研究,发现机床RTCP 功能打开的情况下,只要主轴转动,即使是空转,机床的A 轴读数,也会有0. 002°的跳动,同时Y 轴的最大跳动量可以达到0. 01 mm,由于在实际加工过程中,A 轴和Y 轴受力会更大,所以坐标值的跳动也会更大,因此会对零件的表面加工质量和精度造成严重的影响。而当RTCP 功能关闭进行测试时,A 轴依然会有0. 002°的跳动,但Y 轴的读数则几乎保持不动,只有0. 001 mm 左右的跳动,这种跳动在机床控制上可以忽略不计。
对机床进一步测试时发现,在RTCP 打开时,如果机床C 轴旋转90°,A 轴摆动方向与X 轴平行,主轴旋转,此时X 轴出现0. 01 mm 左右的跳动,而Y 轴几乎保持不动。如果RTCP 关闭,则X 轴坐标值保持不动。经过上面的测试和观察,可以认为,机床坐标抖动和主轴颤刀是由A 轴抖动造成的。
2 、机床故障发生的原因分析和故障处理
机床在RTCP 功能打开和关闭的情况下,机床坐标轴显示的数值状态有显著的变化,因此机床坐标轴抖动和主轴颤刀问题是由于机床的RTCP 功能打开,机床坐标轴联动造成的。RTCP 功能打开,五轴机床A轴坐标值变化会导致刀具中心位置的变化,而机床为保持刀具中心位置不变,会自动使其他坐标轴移动。在A 轴摆动方向与Y 轴平行时,A 轴位置的变化会导致Y 轴移动,如果A 轴出现频繁的微小变化,就会导致坐标轴来回抖动。A 轴的位置反馈是采用光栅尺全闭环位置反馈系统,由于在机床维修测试过程中,没有给定坐标移动指令,A 轴位置读数的变化是由于光栅尺读数头和光栅尺之间有微小相对运动造成的。造成A 轴读数头与光栅尺之间有微小相对运动的原因有以下几种: ( 1)机械部件出现问题,消隙机构的碟形弹簧失效,弹力不够,齿轮间隙大,在主轴转动时,主轴头不可避免的有一定的振动,导致A 轴读数头与光栅尺之间有微小的相对运动; ( 2) 读数头安装不牢固,在主轴转动时有抖动; ( 3) 读数头或光栅尺有问题,导致读数信号出现误差。
对 第一种可能的原因,在打开主轴头检查和测试消隙机构时发现,碟形弹簧磨损比较严重,弹力不够,于是更换碟形弹簧和调整垫片,在进行测试加工时发现,主轴颤刀有较大的改善,加工的工件表面质量有较明显的改善,但是机床坐标轴抖动和主轴颤刀问题依然存在。因此故障的主要原因出在光栅尺或读数头上。
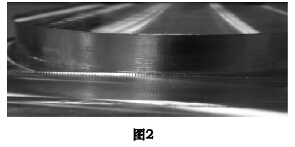
为验证是否是光栅尺系统出现问题,把机床改为半闭环位置反馈,屏蔽光栅尺和读数头,采用电动机编码器进行位置反馈。机床A 轴改为半闭环后A 轴在主轴旋转时坐标值保持不动,因此可以认定抖动是由光栅尺或读数头造成的。在A 轴半闭环位置反馈条件下进行了试件加工,加工工件表面质量良好( 图2) 。
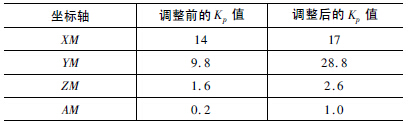
由于问题出在光栅尺或读数头,所以把读数头拆下重新安装固定,调整读数头与光栅尺的位置间距,使位置反馈信号良好。同时为了提高机床加工的工件表面质量,提高机床坐标轴的响应速度,对伺服驱动的速度环比例增益Kp进行调整,如表1。
表1
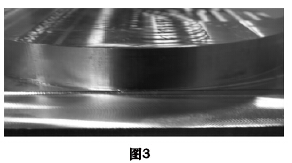
在进行上述调整后,进行试件加工,加工工件表面质量良好,粗糙度值明显减小,完全符合生产要求( 图3) 。
3 、结语
K211 机床的坐标轴抖动和主轴颤刀问题在进行以上原因分析、研究和处理后,问题彻底解决。对于五轴机床坐标轴抖动和主轴颤刀,加工的工件表面质量差时,要从机械和电气自控多方面综合处理,才能达到良好的效果。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

