



摘要:龙门加工中心数控系统的运行主要依靠机电综合技术,具有高效、高精准度的特点。目前必须结合制造业的使用需求对龙门加工中心数控系统进行国产化改造,以进一步提高龙门加工中心数控系统的工作效率。文章主要阐述了龙门加工中心数控系统国产化改造的需求和龙门加工中心数控系统国产化改造方案。
关键词:龙门加工中心;数控系统;国产化改造
龙门加工中心是由我国台湾地区生产制造的,其数控系统是法国研发的。但是,从目前龙门加工中心数控系统的使用情况可以看出,该加工中心数控系统在使用的过程中存在很多问题,系统经常出现故障。而且,龙门加工中心的数控系统的维修费用非常高,维修时间较长,已经影响到我国制造业的正常生产。所以,我国必须在龙门加工中心的数控系统的基础上对龙门加工中心的数控系统进行国产化改造。
1 、龙门加工中心数控机床的改造
原有的龙门加工中心数控系统主要参数包括:龙门加工中心数控系统工作台的尺寸是2 300 mm × 1 100mm,龙门加工中心数控系统中轴承的功率是15/17kW,龙门加工中心数控系统中主轴的转动速度为20-3600 r/min,龙门加工中心数控系统中刀库的最大容量是32 把刀。对龙门加工中心数控系统的改造要求有以下几点:一是保证龙门加工中心数控系统的三轴联动,或者是任意两个轴承联动。二是系统的最小单位为1um。三是对龙门加工中心数控系统的相应速度要求比较高。四是龙门加工中心数控系统主轴的速度应该保持在10~6 100 r/min,功率应该保持在15/19kW。五是换刀必须方便快捷。
2 、龙门加工中心数控系统国产化改造的需求
目前,我国决定使用华中I 型对龙门加工中心数控系统进行国产化改造。华中I 型具有很高的专业水平,并具有一定的使用开放权。这种系统主要是使用控制机作为龙门加工中心数控系统的主体,以DOS为龙门加工中心数控系统平台,该系统二次开发相对简单,后期维护方便,维修的费用也比较低。在我国,大部分制造企业都在使用相对传统的加工数控系统,而且系统的使用年限也比较长。传统的加工数控系统存在很多质量问题,直接影响到企业产品的质量和经济效益[1]。因此,对龙门加工中心数控系统进行国产化改造是制造业发展的必然趋势。
随着社会的快速发展,我国很多制造企业选择从国际引进先进技术对龙门加工中心数控系统进行改造。但是,使用国际先进技术改造的龙门加工中心数控系统经常会出现运转不正常的现象,导致企业陷入发展困境。我国制造企业在引进国际先进技术对龙门加工中心数控系统进行改造之前,并没有把龙门加工中心数控系统的特点和先进技术相结合,导致经过改造的龙门加工中心数控系统无法正常使用,龙门加工中心数控系统的潜力也无法发挥出来[2]。因此,对龙门加工中心数控系统进行技术改造,必须先制定合理的改造方案,如图1。

图1 龙门加工中心数控系统改造方案
3 、龙门加工中心数控系统国产化改造方案
如今,龙门加工中心数控系统生产加工的厂家非常多,国际龙门加工中心数控系统生产企业包括德国的SIEMENS 企业、西班牙的FAGOR 企业。国内的龙门加工中心数控系统生产企业主要包括华中企业、广州数控企业等等。其中德国和西班牙龙门加工中心数控系统企业是专门从事龙门加工中心数控系统研究开发的,这两家企业生产出来的龙门加工中心数控系统具有很高的性价比[3]。我国龙门加工中心数控系统生产企业虽然起步晚,但是发展速度比较快。节约成本:目前,我国主要选用华中企业的产品对龙门加工中心数控系统进行国产化改造,提高龙门加工中心数控系统的使用效率,降低龙门加工中心数控系统的维修使用成本。
需要改造的部分:我国主要使用CNC 系统和模拟服务单元对龙门加工中心数控系统进行国产化改造。HC4406 脉冲板的使用符合TSA 系统规范,具有模拟数据输出,正负脉冲输出的功能。对龙门加工中心数控系统进行改造的时候,不同的控制板块所需要的硬件设施就会有所不同,趋同程序也存在一定的差异性。目前,我国制造企业主要从以下几个方面入手对龙门加工中心数控系统进行国产化改造:一是对电气系统的改造。对电气系统的改造主要包括对电气改造原理的设计,计算电机的运转速度,确定电机系统中各个坐标的准确位置。二是对龙门加工中心数控系统中需要更换的单元及时更换,在龙门加工中心配置华中I 型数控系统,并调整龙门加工中心数控系统的参数。三是对龙门加工中心数控系统中编程控制器的改造,工作人员必须要结合龙门加工中心数控系统的运行要求改造编程控制器,使龙门加工中心数控系统可以和编程控制器协调工作。四是对机床中的机电液进行调整,提高机床的功能,以满足龙门加工中心数控系统的运行需求[4]。
改造角度:工作人员首先要对龙门加工中心数控系统中的机床数据进行调整,确定机床中各个轴承的数据准确无误。然后工作人员可以调整龙门加工中心数控系统中编码器的相关数据。最后工作人员需要对龙门加工中心数控系统中的换刀系统进行调试,保证换刀系统的正常运行。龙门加工中心数控系统中的刀库属于链式刀库,换刀装置通常会放在主轴与刀库中间。[5]龙门加工中心数控系统换刀分为三个主要步骤:一是刀具识别,二是把原有的刀具从设备上取出,三是把新的刀具换刀刀库中。在龙门加工中心数控系统中对刀具的识别主要根据最初输入的数据和刀套的数据,如果最初输入的数据和刀套的数据相一致,就可以根据系统指令跟换刀具,如果最初输入的数据和刀套的数据不一致,就无法进行换刀操作。
当龙门加工中心数控系统国产化改造完成以后,工作人员必须详细检查龙门加工中心数控系统中各个原件的接线情况,保证接线正常才能投入使用。工作人员必须严格按照规定进行操作,否则不仅会影响龙门加工中心数控系统的正常运行,也会导致安全事故的发生。龙门加工中心数控系统中的线路接线分析,如图2。
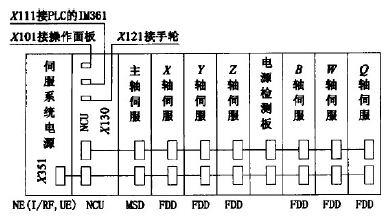
图2 龙门加工中心数控系统中的线路接线图
4 、结束语
随着社会的快速发展,我国的制造业也得到了迅猛发展。传统的数控系统已经无法满足制造业的生产需求,制造企业必须不断对传统数控系统进行改造。传统的数控系统在运行的过程中经常出现故障,维修费用又比较高,严重影响企业的正常生产经营。如今,我国很多制造企业选择从国外引进先进技术对龙门加工中心数控系统进行改造。但是,我国制造企业在引进先进技术之前并没有对龙门加工中心数控系统的特点进行分析研究,导致龙门加工中心数控系统在改造之后依然很不理想。我国制造企业可以使用国产系统对龙门加工中心数控系统进行国产化改造,提高企业的经济效益。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

