



细长轴加工工艺设计
2016-9-13 来源:山东常林机械集团股份有限公司 作者:颜春峰 张学春
摘要:在车床车削加工细长轴时,应采取适当合理的加工方法来保证零件的加工精度、零件的使用性能,以便达到图纸的设计要求。
关键词:细长轴两爪跟刀架螺纹回转顶尖
长度与直径之比大于25 倍的轴称为细长轴。随着机械行业的发展,在机械机构中细长轴的应用越来越广泛,但其长径比较大,在加工过程中具有一定的难度,在车削过程中会出现以下问题:
(1)工件受切削力、自重和旋转时离心力的作用,会产生弯曲、振动、严重影响其圆柱度和表面粗糙度。
(2)在切削过程中,工件受热伸长产生弯曲变形,车削就很难进行,严重时会使工件在顶尖间卡住。
在日常工作中,由于没有专用设备或专用工装夹具来此类细长轴的工件进行加工制作,所以只能用普通车床车削加工。
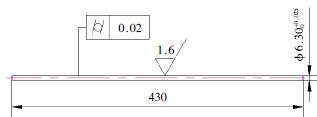
图1 细长轴零件示意图
图1 是材料为45# 钢的一种细长轴零件图。零件直径φ6.3mm,总长480mm(包含工艺部分),长径比达70,其外圆的尺寸精度、形位公差、及表面粗糙度的要求较高,在切削中容易弯曲、变形、振动、出现锥度的发生。
1、传统加工方案
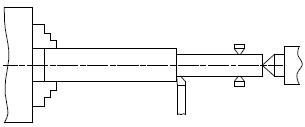
图2
1.1 技术方案
(1)传统的加工工艺我们采取一夹一顶(如图2 所示),利用三爪跟刀架加工,这种加工方法加工起来工件的表面粗糙度太高,有时有积屑瘤,已加工面容易被切屑拉毛,切削时易产生振动。
(2)用两顶尖夹装细长轴,能保证工件同轴度,但刚性差,易产生振动;精度不容易控制,经常会出现大小头,很难达到图纸要求。
1.2 原因分析
上述两种加工方法单向受力、刚性差、工件易产生振动、刀具安装不合理、切削方向正常走刀、不易加工细长轴。
1.3 采取方法
可以使用两爪跟刀架把外来切削力抵消掉或者合理安装刀具,使刀具更加合理,改变切削方向也可以消除一部分外力引起的变形振动。
2、实施方法
采用螺纹回转顶尖如图(3)所示,拉制切削反向走刀,两爪跟刀架通过反复试制切削,同样能加工出合格的产品,以便提高工作效率。
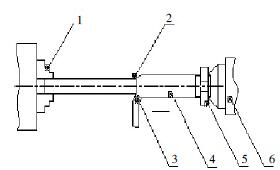
1.三爪自定心卡盘;2.两爪跟刀架;3.刀具;4.工件;5.螺帽;6.螺纹回转顶尖
图3
在车削时用螺纹回转顶尖拉紧工件反向走刀,用此方法加工细长轴类工件,能解决加工过程中由于切削热而产生的线膨胀和径向切削力。
(1)由原来的一夹一顶,回转顶件尖通过增加5、6(如图3 所示),在加工过程中螺纹回转顶尖拉紧工件,调整后将螺母背紧,使工件受一个轴向力和切削力PX 方向一致的拉力,使工件绷紧不致被甩弯。
通过采用一夹一拉的方式,使工件始终处于拉紧状态,解决了切削时产生的变形问题。
(2)跟刀架。在切削细长轴时,使用跟刀架是必要的,所以如何使用好跟刀架也很关键。两爪跟刀架其两爪轴线夹角大于90°,约为100°,而三爪跟刀架的三爪轴线的夹角均为90°。在正常的切削过程中通过我的实践经验认为,使用三爪跟刀架没有必要,使用好两爪跟刀架,同样能够车削出合格的细长轴。车削时每次走刀前要在靠近卡盘一端车出跟刀架位置,这一段直径要与跟刀架的架子爪互研。
(3)仔细要调整好机床,要使尾座与主轴轴线同轴,溜板间隙调整恰当等。
(4)车削时刀具要保持锐利、分粗精车进行,加注充分的冷却液。
(5)刀具(如图4)。刀具材料选用YW1 硬质合金刀头,或YT15,主偏角为75~93。粗车刀的几何参数为:前角25~35°,后角8°,主偏角75~93°,副偏角45°,刃倾角取正值,rε=0.1~0.2mm,R=2~3mm 。精车用宽刃精车刀,刃口磨削要平整,刀具安装中心对准主轴旋转中心。
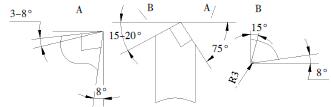
图4
3、工序内容
(1)下料φ10×480mm,45# 钢。
(2)热处理、校直,全长直线度≤0.5 mm。
(3)一端用板牙套M10×1.5×10 的螺蚊(加工时工艺螺纹)。
(4)三爪自定心卡盘装夹,一夹一拉装夹工件,反向进给粗车外圆φ6.3mm,留余量1.5mm。
(5)测量工件两端直径之差≤0.02mm,若不符合要求,应调整尾座予以保证。仍以反向进行精车φ6.3 外圆,留余量0.2mm,并再次检查圆柱度误差,从而达到符合图纸要求。
(6)反向进给以低速走刀,三爪自定心卡盘装夹精车到φ6.3 外圆达到图纸要求,表面粗糙度为Ra1.6。
(7) 卡盘装夹车去两端工艺部分, 保证总长430+0.200mm符合图纸要求。
(8)去除毛刺并全检。
4、注意事项
(1)在切削前,必须首先把卡爪研好,卡爪上弧面直径不能小于加工零件每次走刀时的直径,调整架子爪时,两个爪的力量均匀,不能过大,并使两弧面形成与工件的同心圆。
(2)粗车时,刀尖要高于工件圆心0.1mm 左右,精车时刀尖应等于工件的中心。
(3)切削液采用高浓度浮化液即可,要连续浇注,以便更好的降低切削热。
(4) 机床的转速应选择250~400r/min,进给量取0.1~0.15mm/r。
5、特点
(1)易加工,提高了表面精度,积屑瘤及切削拉毛、振动等现象得以消失。
(2)工件的几何精度得到了控制,大小头、直线度、同轴度等通过调整也得到了很好的控制。
6、结论
通过以上细长轴加工工艺方法,不但解决了细长轴的加工难题,而且有效的提高了生产效率。
参考文献
[1] 车工技师培训教材.机械工业出版社,2005.8.
[2] 车工工艺学.机械工业出版社,1996.8.
[3] 高级车工工艺学.机械工业出版社,2002.5
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

