



摘要: 介绍了高速深孔加工数控机床的结构、主要技术参数和创新点。
关键词: 数控机床; 结构; 设计
高速深孔加工数控机床可广泛应用于发动机缸体、拖拉机变速箱、曲轴等零件的深孔加工。
目前深孔加工通常使用以下几种方式:
( 1) 用普通刀具分工序进行加工,其缺点是工序长,占用机床台数较多。
( 2) 用枪钻进行加工,孔加工质量好,其缺点是加工时间长,需要的机床数量多。
( 3) 选用新型深孔钻刀具,在加工中心上一次加工到位,但其设备投资太大。以上方式设备投资均太大,且后期运营成本较高。高速专用型深孔钻床既能有效提高生产效率,又能减少设备投资。
1 、机床概述
1. 1 机床主要部件及布置形式
机床采用卧式双面双工位布置形式,中间有一个液压移位滑台,移位滑台上面放置夹具。滑台底座左右侧面各连接一个非标侧底座,每个侧底座上各放置一个数控进给滑台和一个液压进给滑台,滑台台面上放置非标钻削头,钻削头的主轴是有内冷孔的加工中心主轴( 带旋转接头和打刀缸) ,配有钻削头传动装置。输送装置连接在夹具本体上,随夹具一同移位。机床自动输送工件,液压夹紧,并采用自动润滑系统进行导轨润滑。机床主轴带有内冷却,冷却液从滑台底座排 入冷却箱内,冷却箱内的磁性排屑装置将铁屑排出。机床设置有外包装。机床结构图、剖视图分别如图 1、图 2 所示。
1. 2 机床动作循环
工件沿机床外滚道人工推上输送装置滑道上,由输送装置沿滑道自动输送到夹具里,用楔铁夹紧、液压插销锁定。左右液压滑台快进、工进,加工完成后进给滑台快退,移位滑台移位至第二工位,左右数控进给滑台快进、工进,工进到一定位置后一个滑台退回原位,一个滑台继续钻通,加工完毕后滑台退回原位,夹紧油缸放松,拔销,输送装置将工件送出夹具,送至对接支撑板上,移位滑台从第二工位( 下料位置) 移至第一工位( 上料位置) ,进入下一循环。
2 、机床主要技术参数
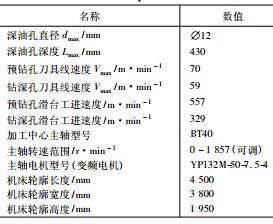
机床技术参数如表 1 所示。
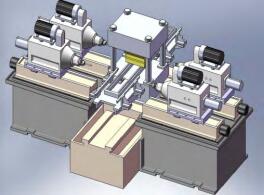
图 1 机床结构图
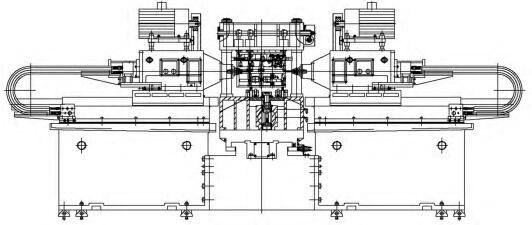
图 2 机床剖视图
表 1 机床主要技术参数
3 、机床主要创新点
机床主要创新点如下:
( 1) 本机床采用专用机床的方式完成深孔加工,总投资比传统方式大大降低。
( 2) 加工效率较高,以加工四缸柴油机缸体为例,加工深孔的长径比能达到 20 ~ 30( 本机床达到 20) ,节拍能稳定地控制在 3 min 以内。
( 3) 钻削头采用高刚性加工中心主轴结构,使加工、装配过程更加简单易行,且有利于提高高速切削时整台机床的刚性。主轴中心降至最低,使切削时产生的倾翻力矩降低到最小。
( 4) 深孔加工刀具采用先进的硬质合金,能够实现高速、大进给量加工,大大地缩短了加工时间。与传统麻花钻相比,虽然初期投资较大,但刀具的耐用度较高,加工精度很稳定。刀具一旦磨损,由专业厂家刃磨刀具,总体核算较一般麻花钻运行成本降低。高速进给时轴向力很大,利用液压刀柄夹持刀具,保证了切削时的稳定性。
( 5) 主轴和刀具都带有内冷孔,高压冷却液从刀具中心喷出,随着刀具一同进入深孔内,在进行深孔加工的同时进行冷却,同时将深孔内不易排出的铁屑反冲出孔外,解决了深孔加工中铁屑很难排出、易产生积屑瘤的问题。
( 6) 采用第一工位打预钻孔,第二工位钻深孔的工艺进行加工。预钻孔作为深孔的导向孔,可不用钻模板进行导向,实现了刚性钻孔,大大简化了夹具的结构,使找正调整更加方便,同时使用过程中也节省了制造和更换钻套的工作。
( 7) 机床备有完善的冷却排屑装置,冷却液连同铁屑从滑台底座的排屑口排入冷却排屑装置内,通过排屑器将大部分铁屑带走,然后通过高精度过滤器将细微的铁屑排走,过滤精度可达到 5μm,保证冷却液洁净,防止主轴中心堵塞。同时在控制回路上串联一个压力传感器,当压力超过设定值时,说明冷却液回路中有堵塞现象,则压力传感器将信号传给系统,使系统报警,机床停止动作,机床使用更安全。
4 、结论
机床在结构上做了大量的改进和创新,技术水平和实际精度指标显著提升,已经通过了用户验收,机床各加工精度均满足用户要求。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

