



Mastercam 与 Cimatron 及 UG 数控编程刀路的比较
2017-12-18 来源: 广东省华立技师学院 作者:詹建新
【摘要】Mastercam、Cimatron和UG都是目前被广泛运用的加工中心编程软件,目前三者的智能化水平都相当高,都有很强大的2D和曲面加工能力,但三者在运用过程中比较起来,各有优势,主要表现在Mastercam的2D/2.5D编程功能相当强大,而Cimatron的曲面加工能力又远远强于Mastercam,而UG运用实体编程,在加工复杂零件时,与上述两个软件相比,则优势相当明显,因此在实际加工编程过程中,如果能根据零件的实际形状,合理的选择加工中心编程软件,既能减轻编程员的工作强度,又能编写出高质量的加工程序。
关键词:Mastercam;Cimatron;UG;加工中心;编程
1 、零件分析
下面以两个简单的零件(一个方形的烟灰缸与一个圆形的烟灰缸)为例,分别用Mastercam、Cimatron和UG 对其进行加工中心编程,再对 Mastercam、Cimatron和 UG 的编程功能进行分析对比,零件的简单结构图如图1所示。
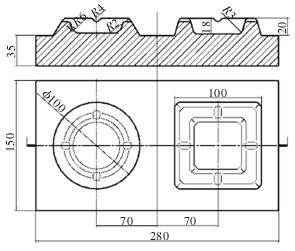
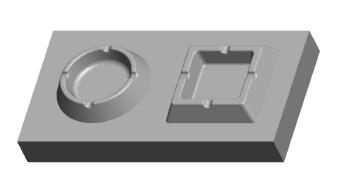
图1 零件的简单结构图
(1)该零件是凸模,毛坯外形尺寸是280×150mm,材料是国产738钢。
(2)该零件两个凸模之间最小的间距是20mm,能过直径16R0.8mm的刀,但不能过直径30R5mm的刀。
(3)每个烟灰缸的顶部各有四个半圆形的小槽,直径为直径8mm,零件顶部圆角为R2mm。
(4)通过对零件的分析,我们得知该零件的加工区域比较大,开粗时适合用比较大的刀具如选用
直径30R5mm 的圆鼻刀;半精加工用直径16R0.8mm 进行等高线加工,8 个小槽的开粗用直径8R4mm 的球刀用外形铣削的刀路;精加工时用直径6R3mm的刀具用平行加工的方式加工零件的顶部,零件的斜面与分型面相交的部分用直径16R0.8mm的刀具用等高线加工。
(5)该零件是模具的型芯,对高度的要求比较高,零件不能高也不能低,因此用零件的底部为基准面比较合适,零件的中心采用四边分中的形式。
2 、用 Mastercam 软件对该零件进行加工中心编程
(1)开粗。Mastercam 粗 加 工 选 用 的 命 令 顺 序 如 下 :Toolpaths→Surface→Rough→Pocket→All→Surface。选用直径30R5mm 的圆鼻刀进行开粗,程式的参数设置
不在这里详述,刀路的模拟显示如图2所示。开粗刀路仿真模拟的情况如图3所示。
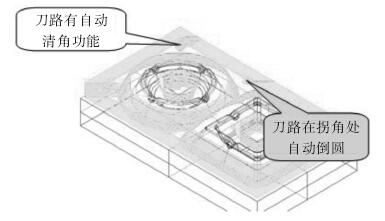
图2 开粗刀路显示
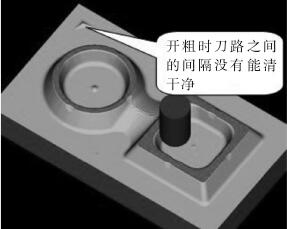
图3 开粗刀路仿真模拟
(2)半精加工。粗加工后,零件表面还留有很多余量,且各部分的余量极不均匀,需半精加工之后才能进行精加工,确保各部分余量均匀,一般来讲,半精加工的刀具要比粗加工刀具直径的一半大一些,这样,加工两个型芯之间留下的余量时不会发生踩刀现象,现在用直径16R0.8mm的刀具用等高线方式进行半精加工,命令选 择 如 下 :Toolpaths→Surface→Finish→Contour→All→Surface。刀路的模拟显示如图 4 所示。
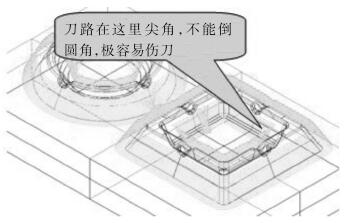
图4 半精加工等高线刀路显示
从刀路模拟图上可以看出来,刀路在加工零件的拐角处时是尖角,没有倒圆角。刀具在加工这类拐角处时,因为突然变向等原因,导致机床的震动很大,刀粒很容易崩角。而且机床在加工到这位置时,会出现短暂停止运动的现象,致使刀粒在零件表面空刮,也很容易伤刀。半精加工之后,零件上的上部还有 8 个小缺口没有加工,现在需要加工型芯上的8个小缺口后才能精加工,在这里,采用直纹曲面加工的方式来加工这 8个小缺口。首先要先做出这 8 个缺口的直纹曲面线架构图形,线架构的线条通过小缺口的中心,如图 5所示。
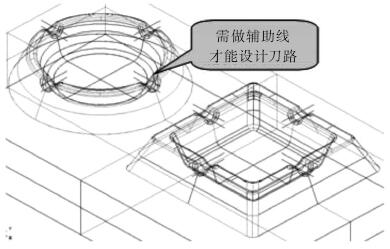
图5 直纹曲面刀路线架构图
参数设定后,生成一条直纹曲面的刀路,另外3个缺口的刀路可以通过刀路旋转的方式计算出来,刀路模拟显示如图6所示。
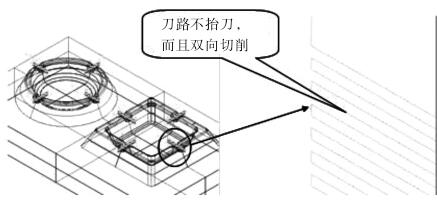
图6 直纹刀路
Mastercam 做外形铣削时,如果要双向加工,就必须用等直纹曲面的方式才能实现,这点不如Cimatron。(3)精加工。刀路半精加工之后,现在可以精加工,这个零件的顶部是带R的不规则曲面,适合用球头刀进行精加工,与分型面相交的斜面部分是死角,不适合用球头刀,适合用平底刀精加工。顶部精加工的刀具路径的方法很多,为了更好的对比 Mastercam 与 Cimatron 曲面加工能力,现在用直径6R3mm 的球头刀,采用平行加工的方式来精加工,Mastercam 命 令 选 择 如 下 :Toolpaths→Surface→Finish→Parallel→All→Surface。在设置加工的高度参 数 时 ,将 刀 路 的 加 工 范 围 直 接 输 入 :最 高 点55mm,最低点 45mm,生成的刀路模拟显示如图 7所示。
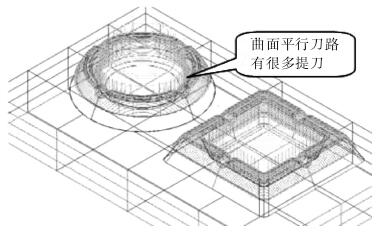
图7 平行刀路模拟显示
从模拟显示上可看出,Mastercam 平行刀路可以通过高度控制的方式来控制加工范围,只加工符合高度要求的区域,但有很多的提刀,这是Mastercam的不足之处。
零件左手边的圆形状型芯用直径16R0.8mm 的刀用2D 扫描加工,右手边的方形状型芯部分用曲面等高线进行加工,通过对左右两个型芯不同刀路的分析,我们可以判断,用
2D扫描刀路,各部分的光洁度非常均匀,对底部曲率变化较大的 R 处的光洁度也很均匀,如图8所示。
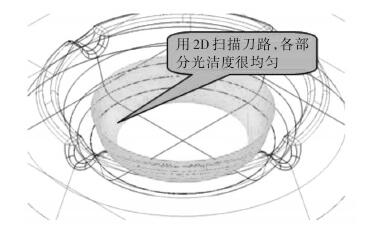
图8 2D扫描刀路
(4)清角 精加工之后,零件有些拐角位还留有余量,需要清角,但 Master CAM 的清角功能比较差,只能用较小的刀用等高线方式进行清角。而且清角时底部 R 处的刀路不均匀,粗糙度值比较大。如图9所示。
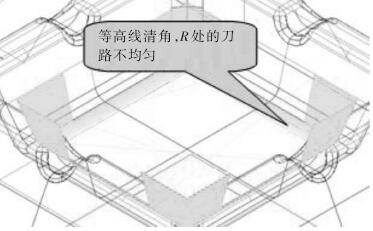
图9 Master CAM的清角
从路径模拟图上可以看出,用等高线清角,在曲面斜率变化比较大的位置(比如R位),刀距变化也较大,加工出来的零件粗糙度也较大。3 用 Cimatron 软件对该零件进行加工中心编程(1)Cimatron开粗。用直径30R5mm 的圆鼻刀,Wcut 粗加工的方式进行开粗,程序的参数设置在这里不再详述,刀路模拟显示如图10所示。
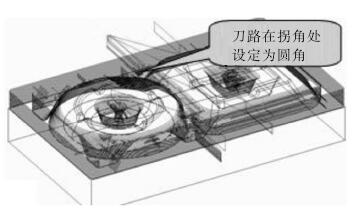
图10 刀路模拟显示
刀路的仿真模拟如图11所示。
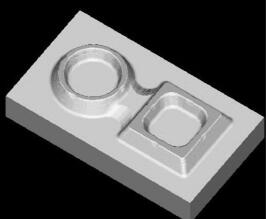
图11 Cimatron开粗仿真图
从仿真图上可以看出,Cimatron开粗时,能有效地清除刀路间距之间的残余量,在零件上不再留有两条刀路之间的残余料。而且刀路在拐角时的 R 值可以任意设置,这点比
Mastercam要好。
(2)Cimatron半精加工。用直径16R0.8mm 的刀运用等高线方式进行半精加工,但与Mastercam的刀路相比,它不但可以任意设定拐角位刀路的 R 值,而且 Cimatron 等高线半精加工有一个附加程序功能,它能在刀路加工到平面时,自动产生一个挖槽程序,清除零件平面开粗时留下的余量,使平面的余量与斜面的余量一致,这样有利于精加工。刀路的模拟显示如图12所示。
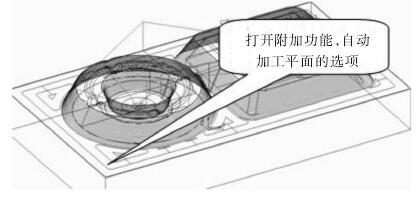
图12 Cimatron半精加工路径模拟
从路径模拟显示图上可以看出,它加工到平面时,自动用挖槽的方式加工平面,减少粗加工时留下的余量,便于精加工。半精加工之后,零件上还有8个小缺口没有加工,现在需要加工型芯上的8个小缺口,在这里,应用外形铣削的加工方式来加工这8个小缺口。首先我们要先通过这8个缺口的中心做一条直线,再用这条直线来进行外形铣削,与
MASTERCAM相似。
(3)Cimatron精加工。Cimatron 也是用曲面平行加工的方式加工零件顶部的 R 部分,参数的设置不再这里详述,路径模拟如图13所示。
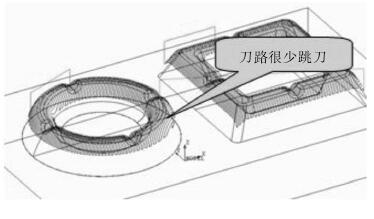
图13 Cimatron曲面平行加工刀路模拟
从路径模拟图上可以看出,Cimatron 平行加工的刀路采用的是分区域加工的方式,它在加工过程中很少 抬 刀 ,能极大地提高加工的速度 ,这点比Master CAM 要优越很多。但在编写程序时,不能象Mastercam 那样直接设定加工的高度,需要程序员做辅助面或辅导线设定加工范围 ,这一点不如Master CAM 优越。Cimatron 同 Master CAM 一样,也是用曲面等高线加工的方式加工零件的斜面部分,但与Master CAM相比,它能在等高线加工完之后,用程式的附加程式自动加工零件的平面部分,路径模拟如图14所示。
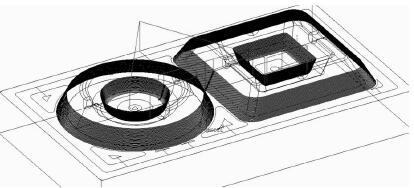
图14 Cimatron Wcut精加工路径模拟图
从路径模拟图上可以看出,用 Wcut 等高线精加工时,在曲面斜率变化比较大的位置(比如 R 位),刀距变化也较大,加工出来的零件粗糙度值也较大,这一点不如
Master CAM用2D扫描加工。
(4)清角。与 Mastercam 相比,Cimatron 有强大的曲面清角功能,它能自动加工上一刀路没有加工到的拐角位置,程式的参数设置不再详细,刀路模拟显示如图 15所示。
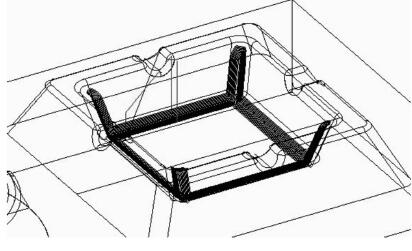
图15 Cimatron清角刀路
(5)Cimatron的仿真刀路如图16所示。
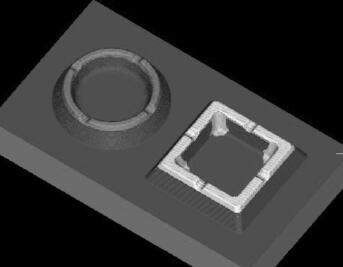
图16 Cimatron的仿真刀路模拟图
4 、用 UG 软件对该零件进行加工中心编程
(1)开粗。用直径30R5mm 的圆鼻刀,用“型腔铣”粗加工的方式进行开粗,程序的参数设置在这里不再详述,刀路模拟显示如图17所示。
开粗刀路仿真。从仿真图 18 上可以看出,运用 UG“型腔铣”开粗时,能有效地清除刀路间距之间的残余量,在零件上不再留有两条刀路之间的残余料。而且刀路在拐角
时的 R 值可以任意设置,这点与 Cimatron 相似,但比Mastercam 要好。
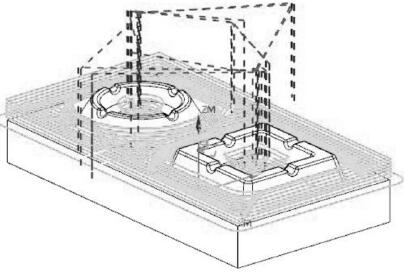
图17 UG开粗
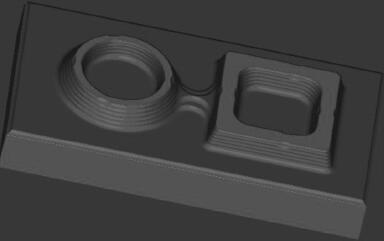
图18 UG开粗仿真模拟
(2)UG半精加工。
a.UG 半 精 加 工(一):等 高 外 形 加 工 :用直径16R0.8mm 的刀运用等高线方式进行半精加工,UG可以自动识别以前工序中没有加工的残留部分,残留部分以上的刀路,它是以区域优先的刀路,残留部分以下的刀路,它是以层优先,这样的最大优点是减少抬刀次数,提高加工速率,如图19所示。
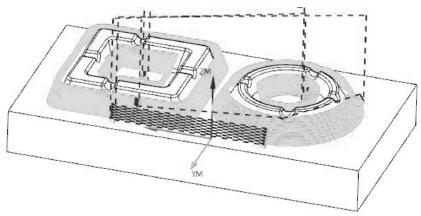
图19 UG半精加工刀路(一)
b.半精加工(二):半精加工(一)之后,零件上还有8 个小缺口没有加工,现在用直径6R0mm 的平底刀运用等高线方式进行半精加工,在这个程序里,UG提供了开放区域与封闭区域不同的进刀方式,对于开放区域,运用直线进刀,对于封闭区域,运用螺旋进刀方法,既能很好地保护刀具,也能减少编程员做辅助线的劳动,提升劳动效率。如图20所示,这种刀路,远远优于Mastercam与Cimatron。
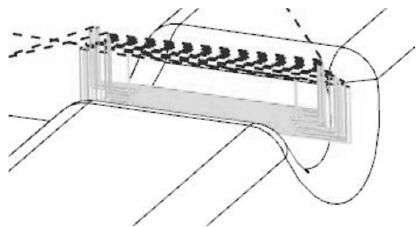
图20 半精加工(二)
(3)UG精加工刀路。
a.精加工工刀路(一):用直径16R0.8 的刀运用等高线方式进行精加工,在这个程序里,UG提供了在同一个程序里,不同的加工深度用不同切削量进行加工,对于曲率变化较大的部分,加工切削量可以小一些,对于曲率变化较小的部分,加工切削量可以大一些,这样的最大优点是保持加工的连续性,降低加工面的粗糙度,如图21所示。
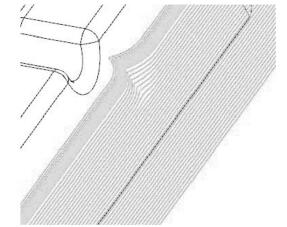
图21 不同深度,切削量不同
b. 精加工刀路(二):在精加工零件上 8 个小缺口,使用直径6R3mm,用“固定区域铣”中的平行加工的方式,使用参数的设置不再这里详述,路径模拟如图22 所示。
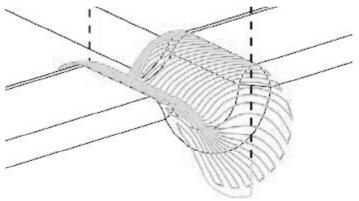
图22 固定区域铣
(4)清角。与Mastercam、Cimatron相比,UG加工的曲面清角功能更强大,程式的参数设置不再详细,刀路模拟显示如图23所示。
UG 清平面刀路:在 UG 中,可以运用“平面铣”FACE_MILLING_AREA 一次性加工所有选定的平面,而且不需要做辅助平面,而运用Mastercam或Cimatron精加工平面时,
需对不同的平面分开编写程序,而且还需要做辅助线或辅助平面,UG清平面刀路如图24所示。
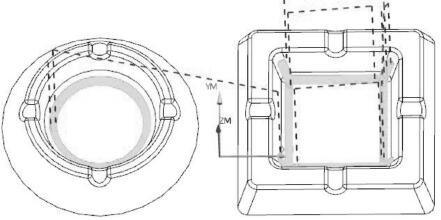
图23 UG清角刀路
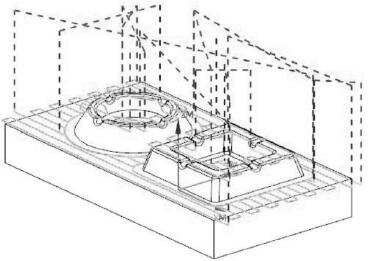
图24 UG清平面刀路
UG 仿真刀路如图 25 所示。
图25 UG仿真刀路
5、 Master CAM、Cimatron、UG 三者之间的区别
5.1 Master CAM 的优点
(1)Master CAM 有非常强大的 2D 功能,使用时快捷、方便,远远比其它两个软件强。(2)Master CAM 在对一些形状简单的零件进行加工时,能根据零件的曲面变化大小,自动设定刀路的间距,这一点比Cimatron、UG要强。(3)Master CAM在进行外形加工、挖槽、钻孔等工作时,可以采用窗选的方式选取所要选取的线与点,而 UG、Cimatron
则只能一个接一个的选取,这一方面Master CAM 比 UG、Cimatron 方便。
(1)Master CAM 在进行曲面加工时,不需要设定边界,就能直接形成刀路,而 Cimatron 则必需要选取边界才能形成刀路。(2)Master CAM 在进行曲面精加工时,可以通过设定加工的高度来设定加工范围,就能直接形成刀路,而 UG、Cimatron 则必需做辅助边界或辅助面才能设定加工范围。
5.2 Cimatron 的优点
(1)Cimatron曲面运算速度远远超过Master CAM、UG。(2)Cimatron曲面加工时,Cimatron刀路能自动分区域加工,极大地减少提刀次数,与 UG 相似,但比Mastercam 强。(3)Cimatron 清角功能非常强大,与 UG 相似,但比Mastercam强。(4)Cimatron 在用 Wcut 加工时,可以任意设定拐角位刀路的圆弧半径,与
UG相似,但比Mastercam强。(5)Cimatron 用 Wcut 进行粗加工时,刀路能自动清除刀路间隙的残余量,并且在实际加工时,不会出现空走现象,加工效率比Master CAM强。(6)Cimatron后处理时能自动进行优化,后处理程式要比Mastercam小很多。(7)Cimatron仿真模拟的图形可以保存,也可以截图、任意角旋转观看,而且不同刀路之间用不同颜色
来区分,比UG、Mastercam强。
5.3 UG 编程的优点
(1)UG 运用实体造型,也运用实体编程,实体修改好,再修改编程程序时比较简单,这个方面比Master CAM、Cimatron 优越。(2)在同一个程序里,可以设定开放区域与封闭区域不同的进刀方式,这个方面明显比 Master CAM、Cimatron 优越。(3)运用UG进行等高切削时,可以在一个程序里设定不同的背吃刀量,减少提刀次数,减少不同程时,零件表面出现明细的刀痕,这个方面明显比Master CAM、Cimatron 优越。(4)UG在精加工平面时,可以在一个程序里同时加 工 不 同 的 平 面 ,这 个 方 面 明 显 比 Master CAM、Cimatron 优越。
两者的区别相差很大,远远不止上述这些,希望读者能在工作中好好体会两者的差异,并根据零件的实际情况,来选择合适的加工软件。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

