



新型精密立卧转换五轴加工中心优化设计
2026-5-28 来源: 黄鹄(浙江)精密机床有限公司上海分公司 作者:王 侃
摘 要:本文基于 HU1300 精密立卧转换五轴加工中心研发项目案例,在对机床基本结构、关键参数加以说明的基础之上,重点阐述了机床相关系统的具体设计;同时,针对机床主要部件提出了优化设计技术措施。最终,研发的机床,精度稳定可靠,可实现高性能精密加工,并且获得了多项技术专利。
关键词:五轴联动;高刚性;立卧转换;双齿轮消间隙
0、 引言
高档五轴数控机床广泛应用于航空、军工等领域,但目前国内的高档五轴数控机床主要依靠进口欧洲、美国、日本等发达国家的设备,尤其是精密加工行业的精加工设备,绝大多数依赖进口。近年来,随着国家政策对于企业研发高档数控机床的大力支持,国内很多机床厂家都在五轴机床领域加大研发投入,然而国产高档数控机床在高速、高精密、高稳定性方面相较于进口机床仍有明显差距 [1]。在未完全掌握国外高端机床核心技术的情况下,不仅要学习进口高档机床的设计思路,还应当从核心功能部件研发及产品工艺性、可靠性等方面入手,提升国产高档五轴机床的竞争力 [2]。
1、 项目研发背景
在响应“中国制造 2025”战略以及满足替代进口高档五轴联动机床的现实需求的背景下 [3],立项研发一款可以量产的高精度、高刚性的新型精密立卧转换五轴加工中心。本文结合 HU1300 精密立卧转换五轴加工中心研发项目案例实际情况,重点分析该机床的研发设计技术措施,研发完成的机床具有高精度、高刚性、高稳定性等特点,现已实现批量生产。
2 、机床总体设计
2.1 基本结构
HU1300 五轴联动机床为 B 轴 +C 轴结构,B 轴、C 轴均为自主研发设计、生产,采用精密双齿轮消间隙技术,可消除齿轮传动过程中的反向间隙,从而能够在铣头和转台箱体有限的空间内设计出大扭矩、高刚性、高响应速度的转台及铣头。
铣头壳体为箱式结构,采用斜 45° 设计,此结构可确保无论是卧式加工还是立式加工,主轴箱体和铣头壳体的回转轴承支撑面所受到的垂直方向的分力只有主轴轴向力的 0.707 倍,大幅降低了因铣头壳体受力发生形变而影响机床加工精度的风险。壳体壁厚采用渐变式设计,在保证铣头壳体刚性和强度同时,也减小了重量。
转台座采用方形箱式结构,内部分布有方形格子筋板,保证转台座的稳定性,底部采用四点支承,与直线导轨滑块相联接。为了获得较高的传动扭矩及响应速度,采取三级齿轮传动的组合方式。利用双齿轮消间隙原理,在双齿轮消隙结构中,根据副齿轮与主齿轮齿数和齿距的不同,可以使副齿轮正好卡在主齿轮齿缝处,使得齿隙被消除。齿轮箱设计为封闭式,通过油泵将齿轮油抽取至各啮合点对齿轮进行润滑降温。
该机床主体结构采用对称式 T 形床身底座 + 墙背式组合结构布局(图 1),墙背上安装拖板作为三轴基础。T 形床身为对称方箱式结构,利于提高床身的热稳定性,内部合理分布筋板以加强结构稳定性。墙背立于床身末端,通过螺钉相联接,床身与墙体接触面设有多块等高的调整垫板,便于后期装配时通过配磨此处调整垫板实现拖板与床身的垂直。拖板横跨三条 X 轴导轨安装在墙体上,形成与 X 轴垂直的 Z 轴,三条直线导轨支承的拖板刚性很高。此外,机床采用封闭式球形调整垫铁三点支承,便于现场安装、调试,且垫铁稳定可靠、刚性好、承载能力强。
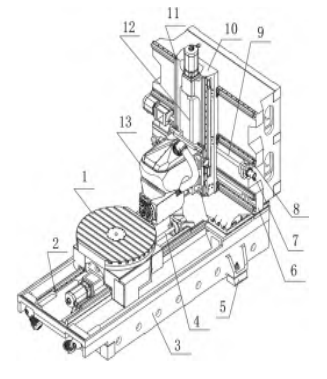
1-C 轴转台;2-Y 轴直线导轨;3- 床身;4-Y 轴丝杆;5- 机床地脚;6- 墙体;7- 旋转水套;8-X 轴直线导轨;9-X 轴丝杆;10- 拖板;11-Z 轴直线导轨;12-Z 轴丝杆;13-B 轴铣头
图 1 机床基本结构示意图
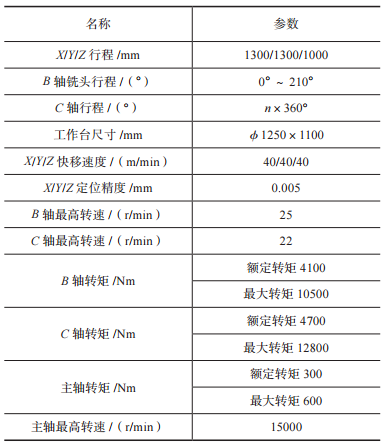
2.2 关键参数
此款机床采用 X/Y/Z 三轴且通过高精度滚柱直线导轨及滚珠丝杆传动,通过西门子 1FT71 系列高动态、大惯量伺服电动机直联滚珠丝杆驱动,配有海德汉直线光栅尺及角度编码器进行位置检测,机床配备恒温冷却系统对丝杆、电动机、主轴进行冷却,确保机床精度稳定。此外,经过大量测试,取得在不同环境温度下机床床身等大件的变形状况,对机床精度进行补偿,主要精度参数详见表 1。
3、 机床主要系统设计
3.1 机床润滑系统
机械传动润滑系统采用SKF流动性油脂润滑泵,油脂为 000# 锂基脂,配备计量润滑油嘴,为滚珠丝杆和直线导轨提供定时、定量润滑。其中,000# 锂基脂是一种低黏度的润滑脂,适用于较高流动性和低摩擦的应用场景,其可在摩擦表面形成薄膜,降低磨损,提供良好的润滑效果;同时,其具有良好的高温稳定性,能够在高温环境下保持润滑性能,减少润滑脂的流失和蒸发,延长设备的使用寿命;此外,该润滑脂还具有一定的抗水性能,可在潮湿环境下保持润滑效果,防止水分侵入摩擦表面引起腐蚀和磨损 [4]。
表 1 机床主要精度参数
3.2 机床冷却系统
机床冷却系统由一台恒温水冷机提供冷却液,对X、Y、Z 三轴的电动机及滚珠丝杆进行冷却。B 轴也采用水冷电动机带走热量,降低各个轴因发热引发的零件变形,使得整个运动系统处于稳定状态。
机床将滚珠丝杆设计为中空丝杆,在内部安装一根不锈钢管,两端支承,中间三点辅助支承,不锈钢管与中空丝杆之间存在冷却液回流通道。通过自研旋转接头,将冷却液从不锈钢管一端输入、另一端流出,最终通过不锈钢管与中空丝杆之间的冷却液回流通道回流,有效带走丝杠传动产生的热量,对于保证滚柱丝杆传动系统的稳定性至关重要。
3.3 位置测量系统
关于此款机床的位置测量系统,X、Y、Z 三轴采用德国海德汉 LC115 系列高精度直线光栅尺,可精确检测运动部件位置。斜 45° 立卧转换 B 轴铣头,采用海德汉磁性扫描角度编码器,其包含 1 个圆形磁鼓及 1 个磁阻扫描读头,实现 B 轴精准定位,而C 轴采用海德汉 RCN8000 系列高精度角度编码器。尽管有了精密的光栅尺作为机床测量系统,但随着温度变化,床身等铸件也会不断变化。因此,在床身等零件的受温度影响较大的位置预置了温度传感器,测出不同温度时床身等零件的变化,记录数据,便于电气调试人员制成大模型以及后期的补偿。
3.4 机床排屑系统
机床床身两侧设有双螺旋排屑器,可将切屑液及铁屑排出。由于机床在现场加工的工件材料不是特定的,所以铁屑的类型、大小都不确定。像是钢件铣削会产生 C 形屑或针状卷屑;钻削加工会产生较长的丝状屑;铸铁则通常为碎屑;铝合金加工则会产生大量碎屑或针状卷屑,有时还会有料头等。不同排屑器所擅长的排屑类型也不同,例如,下刮板排屑器主要适用于碎屑或粉末,是铜、铝、铸铁等碎屑排屑的理想排屑器;链板排屑器主要用于输送各种卷状、团状、块状切屑及长屑。但机床一旦销售,通常只配一款排屑器,往往无法应对所有状况,时常造成卡屑故障。
针对上述状况,设计出的上刮板排屑器不同于传统的下刮板排屑器,在排屑器上下两层链条间设有一层不锈钢板隔层,铁屑落在上面,刮板可将其刮走传输至铁屑车,较长的铁屑、碎屑、小型料头均能刮走。
此外,在上层不锈钢隔层下面设有五面密封的楔形网箱(理论过滤精度 0.3mm),楔形网朝下,切屑液可从底部进入楔形网箱。楔形网箱侧面设有水管,与抽吸泵底部泵头密封联接,抽吸泵下半部分
必须浸入水面下,以避免空气从水泵端进入而造成抽水效率低下。
排屑器设有高、中、低三档液位传感器,其中高液位传感器检测排屑器中的切屑液存在溢出排屑器水箱风险时发出报警;中液位传感器检测到液面上升至抽吸泵启动的液位高度时发出信号,系统启动抽吸泵抽水;低液位传感器检测到液面下降至抽吸泵停止的液位高度时发出信号,系统停止抽吸泵抽水。
在调试低液位传感器时需要注意,低液位传感器设置的液面高度必须将楔形网箱底部淹没,可在抽水时形成负压抽吸,抽水效率高,能够迅速将排屑器中的切削液抽至低液位。最终,排屑器中的切削液被抽送至配有纸带过滤的二级精细过滤水箱,经过再次过滤可将切削液供给到机床再次使用。
4、 主要部件优化设计
为了确保机床机械结构的稳定 靠, 利用SolidWorks 软件专门对机床床身、墙体、拖板、铣头、转台等关键零部件主要铸件进行有限元分析,以优化铸件内部结构、筋板厚度及分布,确保所有铸件结构稳定、刚性十足 [5]。在独立分析各主要铸件强度的同时,对机床组装后的整体受力进行刚度分析。机床床身 3 点支承,转台负重 2500kg 时,对其施加沿机床 X 轴负方向的力 FX=1000N,分析机床转台的形变量。
在床身的有限元分析中,对床身 3 处地脚位置固定并支承,对承载转台的滑块施加 4500kgf≈24.5kN,分析出转台在床身上移动时不同位置的变形量,具体见图 2。分析图 2 中数值最终得出:床身导轨面
在加工时必须保证全行程中间高两端低,差值<0.01mm,侧基准安装面平行度 0.01,并经过实际生产装配验证此数据具有真实性。
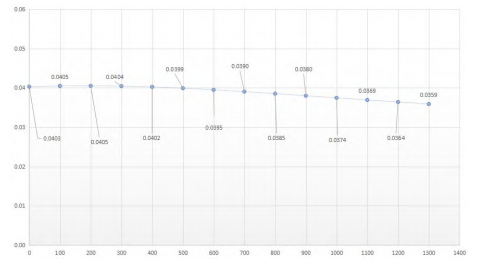
转台处于机床 Y 轴不同位置时床身处位移变化值(mm)
由于墙体在加工时是平躺着加工导轨安装面,但实际安装时却是直立安装在床身上,与加工状态形成明显反差,故通常需对墙体导轨安装侧基准面进行一定的反形加工。为了更加真实地分析出墙体实际受力状况,对整个墙体装配体进行全局分析。对墙体进行有限元分析时,墙体的 2 处安装底面固定并支承,所有零件施加重力,分析出铣头及拖板处于不同位置的墙体变形量(图 3),最终得出:墙体 3 条导轨安装底面平面度< 0.01mm,导轨安装侧基准面全行程中间低两端高,差值 0.01。同样方法对拖板也进行变形量分析,最终得出数据:导轨安装底面平面度< 0.01,侧面平行度< 0.01。
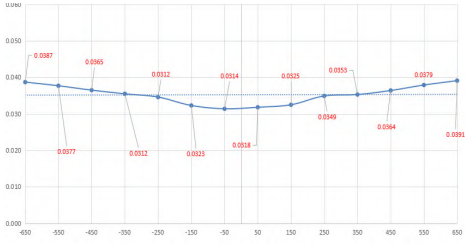
图 3 拖板处于墙体不同位置墙体导轨安装面的最大位移变化值示意图
对斜 45° 铣头壳体进行受力分析,分析出主轴箱体在立式状态和卧式状态铣头壳体受重力的变形量,从而确定出铣头壳体的合理壁厚,加强稳定性。分析时,将滑块安装面固定,对铣头组件施加重力,可以得出各处变形量,对比获得主轴箱立式状态与卧式状态的理论变形量,满足设计需求。
同样,对主轴箱体不同方向施加力,计算出铣头刚度。由于转台主要承受重力,所以对转台进行分析时,主要分析转台负重时的转台座和转台面的变形量。对转台座施加 4000kgf≈39.2kN 力和转台面施加 2800kgf≈27.5kN 力时,转台座和台面的变形量,符合设计要求。
5 、结语
本文阐述的 HU1300 新型精密立卧转换五轴联动加工中心,利用双齿轮消间隙机构,自主研发设计 B轴铣头与 C 轴转台;同时,合理设计机床的各个关键系统,精度稳定可靠,可实现精密高性能切削。
该机床后续通过现场加工,验证了机床的综合性能已达到同类型进口机床的水平。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

