



北京理工大学研发的激光测量仪器采用XL-80为核心组件,为球面光学组件的多种参数测量提供高精度数据
现今,无论是工业界还是人们日常生活中,无不需要使用大量的光学镜组组件,例如一些先进的激光切割或扫描设备、高分辨率摄影器材、眼镜等。随着应用的复杂性和精度要求的提升,对镜组组件尤其是频繁使用的球面镜的加工精度要求也随之提高。这意味着用于检测相关组件参数的检测仪器的精度和效率也必须进一步提高。 北京理工大学(以下简称“北理工”)成功研发的激光差动共焦干涉组件参数测量仪器,是全球首台能够对球面光学元件同时进行多种参数高精度综合测量的仪器,它不仅免除购买多台测量仪器的需要,而且大幅减少测量中因更换仪器而反复装调的时间。雷尼绍的XL-80系列激光干涉仪作为其中的核心组件之一,为测量仪提供稳定可靠的测长数据。
工作原理
球面镜(透镜表面是球面的一部分)被广泛应用于工业、科研等范畴,特别是半导体制程中的光刻机、航天摄像系统、望远镜等对内部光学组件有极严格要求的应用,每个组件的微小加工误差对系统的成像质量都有着极大的影响。在北理工成功开发激光差动共焦干涉组件测量仪之前,市场上没有能同时进行相关参数测量的仪器。北京理工大学光电学院教授赵维谦教授在解释测量仪器的结构和工作原理时说:“我们应客户的要求来定制不同规格配置的测量仪器,基本机构主要由差动共焦干涉测量主机( 包含差动共焦干涉光路)、标准透镜、气浮导轨、多维调整架、机电移动平台和雷尼绍XL-80激光干涉仪组成。差动共焦干涉测量主机向被测镜射出测量光束并聚于标准透镜焦点处,被测透镜通过多维调整架架设在气浮导轨上,由机电移动平台带动调整架与被测透镜沿光轴方向移动。当测量光束汇聚点与被测透镜前表面顶点或后表面顶点重合时,光束由被测镜表面反射,沿路返回进行数据分析,同时测长激光干涉仪 (XL-80) 实时采集被测透镜的位置坐标数据。”
赵维谦教授说:“该技术的重点就是将激光差动共焦测量技术与面形干涉测量技术有机融合,设计并构建一台对球面镜组组件进行综合参数测量的系统。该系统一方面利用差动共焦强度响应特性曲线的零点位置,对被测组件进行精确定位,实现对透镜的表面曲率半径、 焦距、 折射率、 厚度和镜组轴向间隙的高精度测量;另一方面则利用多歩移相干涉测量技术实现对组件面形的高精度测量。” 以下是几个典型参数的测量原理:
. 曲率半径 — 通过差动共焦系统精确定位被测球面表面的顶点和球心, 计算这两点之间的距离;
. 厚度/折射率 — 精确定位被测透镜前表面与光轴交点、 后表面与光轴交点以及有无被测透镜时测量镜的位置,然后利用测量镜的位置和预先测得的测量镜的曲率半径等,对被测透镜两球面及参考反射面进行逐面光线追迹计算, 继而实现被测透镜的折射率和厚度的高精度测量;
. 元件面形 — 面形干涉测量系统配合参考光束移相,测得多幅被测组件反射回来的光与参考光束形成的干涉图像, 并通过移相算法处理干涉图像,得到被测组件的表面面形;
. 焦距 — 精确定位被测透镜的焦点, 测量被测透镜的焦点与被测透镜后顶点的距离;
. 轴向间隙 — 精确定位被测镜组内透镜各表面的顶点, 然后结合测量光束的数值孔径角、 被测镜组内各表面的曲率半径和各透镜的折射率, 通过光线追迹的方法获得被测镜组内各透光表面之间的轴向间隙。
产品优势
业界早已存在多种测量球面组件参数的方法,部分领域如面形测量,国外厂商的技术早已十分成熟,市场上也不乏测量个别参数的高端仪器,产地大多来自欧美地区,但价格十分昂贵。北理工当初就是看到业界有提升测量效率的必要,从而开发出多功能和高性价的相关测量仪器。他们的激光差动共焦干涉测量仪的优势在于能够在同一台仪器上同时进行多个参数测量,这意味着可以大幅降低用户购买不同仪器的支出,同时减少因更换仪器重新进行装调所花费的时间。其非接触式测量更避免了挤压或磨损被测镜组组件表面,而且装调简便,测量新参数时无需拆卸被测组件和重新调整光路,而统一的参数溯源体系也提升了数据的可靠性。测量仪器的大部分关键零部件,包括气浮回转轴、多维工作台和直线导轨等精密运动部件以及激光差动共焦干涉主机等,均由北理工自主研发, 获得多项国家发明专利。测量仪精度规格属国际水平,如测量一个约5 mm厚度的镜组组件,误差仅0.75 µm。
业界广泛认可的雷尼绍XL-80 激光干涉仪
雷尼绍设计、制造和提供激光系统已有超过25年的历史。XL-80正是雷尼绍多年设计和制造经验的结晶,具有真正领先的系统性能和操作优点。赵教授说:“我们选择XL-80系列是因为它是市场上为数不多能够同时提供精度性能和稳定可靠性的激光干涉仪。事实上雷尼绍多年来都是国际测量界公认的权威指标之一,无论在规格还是系统稳定性层面均给予我们充足的信心。” XL-80激光头可以产生非常稳定的激光光束,采用的波长可溯源至国家和国际标准。精确稳定的激光源和准确的环境补偿,保证了±0.5 ppm的线性测量精度。可以高达50 kHZ频率读取数据,最高线性测量速度可达4 m/s,即使在最高速度下线性分辨率仍可达1 nm。不仅仅是直线测量,所有测量选项(如: 回转轴)均采用干涉法测量,使用户对记录数据的精度有信心。
XL-80激光干涉仪作为球面组件测量仪的核心组件之一,在系统兼容性方面也十分出色,允许测量数据与客户端系统进行整合。在开发软件过程中,北理工工程师编程时就是通过使用XL-80专属动态连接函数库,把实时数据从XL-80激光干涉仪整合到自家的系统里。赵教授续说:“事实上雷尼绍提供众多的分析软件功能已足够强大,不过这项功能却能把实时测量数据完美地整合到我们自主设计的分析软件中,让我们在开发定制仪器时的灵活性更大。另外,在系统整合调试过程中难免需要与供货商进行紧密沟通,雷尼绍在售后服务方面做得也非常到位,工程师们都十分愿意花时间与我们讨论相关技术问题,为我们提供宝贵、专业的建议。”
图片资料:

XL-80、XC-80及传感器
二维调整工作台
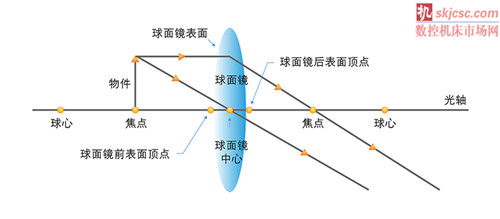
球面镜图解
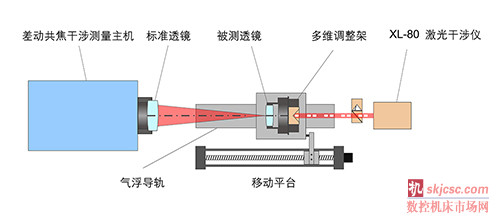
系统工作原理
详情请访问www.renishaw.com.cn/calibration
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

