



蓝色激光技术:雷尼绍再推新型机内刀具测量解决方案,重复精度又创新高
2021-7-27 来源:雷尼绍 作者:-
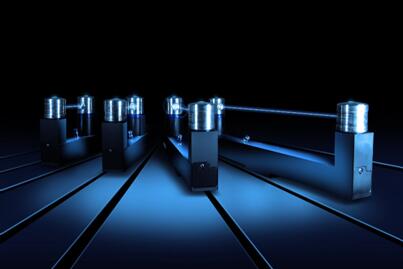
工程技术领域的跨国公司雷尼绍,将在2021年意大利米兰欧洲机床展(EMO米兰2021)上,展出第二代NC4+ Blue非接触式对刀解决方案。
新型NC4+ Blue非接触式对刀仪将成为雷尼绍众多“智慧工厂”制程控制解决方案中的一员。这些解决方案均经过市场检验,可彻底革新诸多行业机加工车间的生产能力。

在EMO汉诺威2019上成功推出初代NC4+ Blue之后,雷尼绍经过不懈努力,又研发出第二代NC4+ Blue。该新型非接触式对刀仪采用超紧凑设计,现可提供四种尺寸,工作范围为55 mm至240 mm。新一代NC4+ Blue系列的测量重复精度也进一步提高,当间隔较小时,精度可达到+/-0.5 μm。
加工精度提高
雷尼绍NC4+ Blue系统搭载行业首创的蓝色激光技术和改进的光学装置,刀具测量精度大大提高,有助于提升工件的机加工精度和效率。
与传统非接触式对刀仪所使用的红色激光源相比,蓝色激光的波长更短,具有更优的激光光束几何形态。因此,NC4+ Blue系统适合测量非常小的刀具,并可将接刀测量误差降至最小,这是多种切削刀具加工制程的一项关键考量因素。
测量快速、稳定、可靠
NC4+ Blue系统使用雷尼绍非接触式对刀软件包。该软件包经过不断改进,能够提升测量的速度、稳定性及可靠性,即使在有大量切削液的条件下也不受影响。软件中的自动优化技术可自动调整刀具进出光束的运动,以最大程度减少任何不必要的运动,从而节省循环时间。双重测量模式(在刀具离开激光光束时进行测量)和先进的刀具清洁选项等功能,有助于确保刀具在测量过程中免受碎屑和冷却液污染。

刀具跳动检测和轮廓度测量循环得到进一步优化,为高级用户提供了更强大的功能和可靠性。
光学保护性能优异
加工中心内部的环境非常恶劣,冷却液、切屑和灰尘到处都是。空气中弥漫着冷却液雾,并迅速覆盖任何暴露的光学装置表面。无论采用何种光学设计,激光对刀系统都需要干净的光学装置和畅通无阻的光束路径才能正常工作。
NC4+ Blue采用MicroHole™和PassiveSeal™光学保护技术,能够快速、可靠地测量刀具,即使在有大量切削液的条件下也不受影响。
发射器和接收器之间有一个设计精密的微小激光孔,MicroHole技术通过该孔发出一道连续的压缩气流,以此保护光学装置在测量过程中免受污染。PassiveSeal系统提供更多一层保护,可在发生气源故障时自动保护光学装置免受污染。它采用简单的气动安装方式,能够最大程度减少维护需求。
简化的编程和报告 — 接轨工业4.0
NC4+ Blue支持功能现已融合到雷尼绍各式图形用户界面中,包括机内和移动应用程序,例如雷尼绍Set and Inspect(设定与检测)和GoProbe。这些编程平台的界面高度相似、简单易用,非常适合那些没有测头测量经验或者对机床代码不了解的用户,同时还能为经验丰富的用户提供操作的便利性。
雷尼绍技术可帮助用户获取工业4.0智能化决策所需的数据。机内刀具测量有助于制造商提高自动化水平、优化制程、减少工件质量问题和数控机床停机时间。借助雷尼绍最新版机内Reporter应用程序,用户可以查看NC4+ Blue系统采集的历史刀具数据,并实时获取连续传输的测量结果。测量结果还可以导出为CSV文件或PDF报告,然后保存起来以便溯源,或导入到内部质量分析软件中。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

