


摘要:为在新生产线设计时兼顾设备运行效率问题,对JUNKER 现有磨床停线率数据进行统计分析,从工艺布局、机床设计等方面阐述了影响磨床可靠性的主要因素,制定了磨床可靠性改进的方案,将方案导入到新生产线的设计,提高了新线磨床的可靠性和运行效率。
JUNKER 磨床普遍应用于发动机曲轴、凸轮轴的磨削。本文围绕发动机厂应用JUNKER磨削曲轴的实际案例,通过分析投产以来该磨床所有的停线问题记录,梳理出主要停线问题,结合现有的技术及应用,提出改进方案,旨在提高JUNKER磨床的可靠性运行。图1 显示了JUNKER 磨床结构示意图,左图为OP80 外圆磨床,右为OP90 角度磨床。图2、3 汇总分类JUNKER 磨床所有故障类别的停线率,其中OP80的其他故障包含了10 多项故障类别,单项故障类别占比不超过3%,限于篇幅,不详列。对于JUNKER磨床的主要故障类型的原因分析包含在后续论述中。
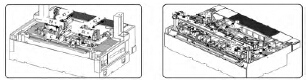
图1 JUNKER 磨床结构示意图
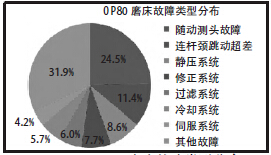
图2 OP80 磨床故障类型分布
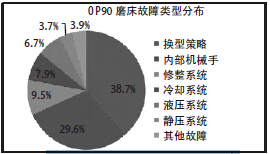
图3 OP90 磨床故障类型分布
从汇总的故障分析,一方面,由于加工工艺布局的不合理,使得OP90 的角度磨床采用双站加工,并且由此设计的顶尖在换型过程中精度发生很大变异,造成换型产生了大量的停机时间,并且OP90 为完成双站加工,在机床内部采用了机械手,增加了设备的复杂性、降低了设备运行的可靠性;另一方面,从整个行业的应用情况看,曲轴磨削设备更适合采用油冷的方式,这将大大提高设备的可靠性和可维护性。
因此,在新生产线的设计布局上,基于以上等方面对工艺、设备的设计布局重新安排,在项目设计的前期就把设备运行效率纳入考虑。
1 、磨削工艺布局改进
当前的工艺布局,OP80 外圆磨床磨削主轴颈、连杆颈,OP90 角度磨床磨削法兰端面、法兰油封直径、芯轴直径。
为此,OP90 设计成双站结构,ST1 站完成法兰端面、法兰油封直径同步磨削,ST2 站完成芯轴直径磨削。为实现双站功能,OP90 设计了内部机械手(图1右的W1/W2/W3 轴) 负责零件的上下料以及站间输送。OP90 存在的主要问题包含以下几个方面:
首先,机床的换型策略问题。机床设计的换型需要调整头架、尾架位置,头架尾架位置的调整又造成了中心支架原有的抬起度与推出度、机床顶尖直线度超差。多个机械特性的偏差使得历次换型的零件加工的法兰端垂直度、芯轴锥度、表面粗糙度首件均不合格,甚至出现局部磨削不完、台阶等问题,并且涉及到多个维度机械特性的调整难度较大,换型造成了大量的停机浪费。运行数据表明,换型首件不合格率100%,换型后精度调整及加工验证造成的零件报废平均在7 件左右,换型造成的停机占该设备所有停机时间的38.7%。
其次,内部机械手设计缺陷。第一,内部机械手缺少工件状态感应及识别元器件,工件状态完全通过逻辑寄存器传递及交换,当机床出现故障时,机械手工件状态不正确,造成碰撞等问题。第二,内部机械手的工件装夹精度不高,特别是机械手夹紧工件时,工件中心线与机床顶尖中心线存在1~3°的夹角,使得零件无法正确装夹,并且存在在不可调整的问题。第三,装夹过程中,机械手需要夹紧工件保持位置不变,右顶尖推动工件贴靠左顶尖,长期在此工况下,驱动机构磨损明显,驱动机构的磨损又使得中心线夹角进一步恶化。第四,内部机械手的存在,增加了不少电气元件如DP 子站、电磁阀、传感器,由于该部分元器件安装在加工仓内部,受冷却液冲击、腐蚀等影响,成为故障易发区。运行数据表明内部机械手造成的停机占该设备所有停机时间的29.6%。
第三,砂轮无法自动修整的问题。机床双站结构,双站的砂轮结构完全不同,两个砂轮由同一个金刚石修整轮修整。机床自动修整过程中,按照加工零件数与磨损量线性比例关系计算磨损量进行补偿,而由于两个砂轮的磨损与零件加工数并非严格的线性关系,以及金刚修整轮磨损的非线性,因此频繁存在因磨损量计算与实际值不符造成无法修整或修整后零件表面粗糙度等质量特性不合格的问题。运行数据表明砂轮无法自动修整的停机占该设备所有停机时间的9.5%。
更由于OP90 为单台设备,故其停机时间直接影响整线的输出,OP90 的稳定运行至关重要。改进后的工艺布局为,将OP90 的芯轴磨削工艺转移到OP80 完成,OP90 只完成法兰端及油封的角磨,单站加工,取消内部机械手,换型策略也相应改进。对于OP80 而言,增加的工艺内容不需要对现有的硬件设计进行任何修改,只需要修改机床现有的磨削工艺参数。改进后,OP90 预计停线率减少77.8%。
改进前后的工艺对比如图4、5 所示,左侧图表示改进前,右侧图表示改进后,灰色粗实线表示磨削加工的部位。
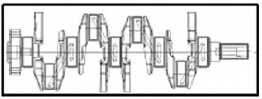
图4 OP80 加工工艺改进前后示意图
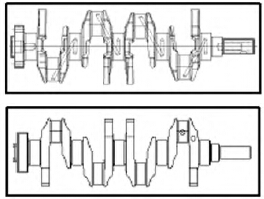
图5 OP90 加工工艺改进前后示意图
2 、冷却方式改进
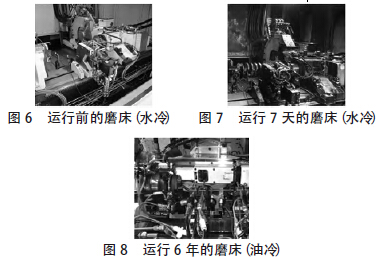
当前OP80/OP90 冷却液使用水基乳化液,铁泥随着冷却液溅射到加工仓内部的各个角落,运行不足一个星期,加工仓内即覆盖一层厚厚的铁泥,清洁维护非常困难。图6、7、8 直观地反应了水冷式与油冷式磨床在加工仓内部环境的鲜明对比。
首先,铁泥粘附在加工仓内部,特别是关键元件如Fenar-L 随动测头,铁屑附着在测头波纹管弹簧的沟槽处,而随动测头由于测量的特殊性无法增加有效防护,实际应用中出现波纹管弹簧断裂或者测量稳定的频率很高,运行数据表明冷却液问题造成OP80 测头相关的停机占该工位所有停机时间的24.5%,占据OP80 停机原因的第一位。
其次,水基乳化液的浓度控制要求较高,浓度偏高容易造成乳化液起泡,实际运行过程中,当冷却液泡沫含量较高时,泡沫将携带细小的铁泥沿机床防护罩涌入驱动导轨,造成冷却液侵入静压回路,出现静压滤芯堵塞等问题。运行数据表明冷却液问题造成OP80 静压系统或冷却系统的停机占该工位所有停机时间的11.4%。
第三,遍布加工仓内部的铁泥有时影响工件的定位精度或磨削质量,典型的表现是连杆颈跳动超差,运行数据表明冷却液问题造成OP80 连杆颈跳动超差的停机占该工位所有停机时间的8.6%。相对于水冷式,油冷式的优势还体现在较高的磨削质量,较高的刀具寿命,根据运行结果,使用油冷式,OP80 预计停线率减少44.5%。
3、 静压回路改进
当前JUNKER 磨床驱动机构防护罩为半闭式,Z轴防护罩密封,但是X 轴无防护,如图1 左所示。X轴静压导轨完全暴露。并且,静压系统油路没有单独的回路,与机床液压系统共用。因此,存在以下两方面问题。
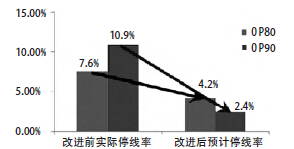
图9 JUNKER 磨床改进前后停线率对比预测
首先,冷却液携带铁屑溅射到机床各个部位,部分铁屑粘附在X 轴静压导轨上,运行不到一年,所有四台JUNKER 磨床所有X 轴静压导轨都存在密封损坏导致漏油的问题。造成巨大的停机时间与维护成本,单台磨床的X 轴导轨密封更换维护时间至少4个工作日。
其次,由于与机床液压系统共用油路,使得静压与液压问题交叉影响。静压系统出现上述导轨密封损坏问题,除了造成静压滤芯堵塞外,冷却液侵入静压系统,同时直接影响到机床液压油油品。运行过程中,仅静压滤芯平均每月的维护成本在¥3500 左右。采取的改进方案是,静压系统与液压系统分开,各自独立供油。
4 、结束语
在新生产线设计时,将上述磨削工艺布局、冷却方式、静压回路三项改进纳入到前期设计,在设计实施前,预计OP80 磨床的停线率预计将从7.6%降低到4.2%,OP90 磨床的停线率预计将从10.9%降低到2.4%(如图9)。新线建造后经过近1 年的运行,OP80和OP90 磨床在排除其他差异的条件下,同期停线率分别下降了5%、7%,达到了预期效果,显著提高了设备的可靠性。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

