


多方位可调式径向恒等伸长 快速液压撑圆装备的设制与应用
2020-7-1 来源:贵州誉创机械有限公司 作者:赵忠刚
【摘要】: 本文阐述了快速撑圆装备的组成及 快速撑圆装备关键件万向千斤顶的主要设计原理 及制造细节,并简单叙述了该装备的应用方法。 该装备通过创新应用了活塞杆的径向恒等伸长和 螺杆顶端到中心盘座中心距离相等且间距略小于 被撑圆孔径 1~2mm 的设计理念,确保了高压开 关站壳体的筒体撑圆功效和质量,并降低了对操 作者的技能要求;同时, 提高了操作者的安全系数。
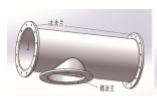

图1 壳体 图 2 筒体
在 GIS 高压开关站壳体(见图 1)的制造 过程中,对于那些卷焊并拔口的筒体(见图 2), 在铆接主法兰和侧法兰时,由于拔口后其端口和 拔口处发生较严重的椭圆现象,导致其铆接处无 法直接插入到主法兰和侧法兰的止口中,必须对 其端口和拔口部位进行整圆后再铆接主法兰和侧 法兰。
以往许多生产厂家都是通过锤击整圆和手动 千斤顶整圆的方式对筒体铆接法兰的部位进行整 圆,或将法兰止口再进行车削加大。但上述方式 都存在许多缺陷,锤击整圆效率很慢,容易使筒 体表面出现锤印,还存在较大的噪声 ; 手动千斤 顶整圆效率也不高,且存在一些安全隐患。
现在虽然有的厂家利用液压千斤顶对筒体铆 接法兰出进行整圆,但容易出现将其 “撑过” 的 现象,并且要在对筒体和法兰局部点焊后进行换 位撑圆、点焊,操作复杂,不利于壳体的批量生产。
为此,我们通过长期摸索,发明了一套较 好的多方位径向恒等伸长可调式快速液压撑圆装 备,彻底解决了上述不利因素,在实际应用过程 中大大提高了筒体与法兰的铆接速度,并且降低 了对操作者的技术能力要求,使该类壳体法兰的 铆接实现了简捷化、统会化、标准化。
1.快速撑圆装备的组成简述
由图 3 撑圆装备组成的示意图可知,主要由 支撑座、心轴、液压管、螺杆、万向千斤顶和液 压站组成,万向千斤顶是由图 4 和图 5 所所示内 容组成。
其中图 4 万向千斤顶的中心盘座组成包括 : 中心盘座、管接头、堵板套和盖板套,堵板套的 数量与中心盘座上安装活塞杆的径向孔的数量一 致,这里取 6 件(该数值随被撑圆的直径增大而增加,以确保将筒 体铆接法兰的部位 整体撑圆,杜绝局 部的凹陷和椭圆现 象。一般以被撑圆 孔的周长除以 300 所得的整数为中心 盘座上安装活塞杆 的径向孔的数量)。 图 5 活塞杆的组成 包括 : 活塞杆和套在其上面的两个密封圈。
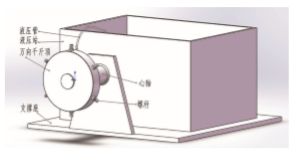
图 3 撑圆装备组成示意图
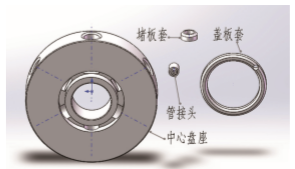
图 4 万向千斤顶的中心盘座组成
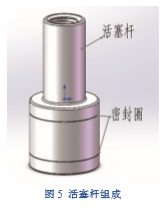
图 5 活塞杆组成
液压站上必须安装溢流阀,使液压站在工作 中当各活塞杆伸到极限时其溢流阀自动开启以保 护液压系统受损。
2.快速撑圆装备关键件万向千斤顶的 主要设计原理及制造细节
因常见筒体拔口后的各孔口椭圆量通常为 8~15mm,活塞杆的有效行程一般取 20mm 左 右即可。过大,浪费原材料和加工装备的工时, 且在使用过程中增加筒体的撑圆时间。
撑圆过程中各活塞杆并不是在万向千斤顶的 中心盘座周向均布孔中向外同步伸长的。在对筒 体撑圆前,需要先测出其椭圆的大径和小径,计 算出其撑圆后的内孔直径 D; 然后将液压站开启, 使万向千斤顶上的活塞杆全部伸长到位(即其伸 长到不能再伸长为止); 最后须调整千斤顶上的 螺杆,使过中心盘座中心线的每对螺杆的顶端至 中心盘座的中心距离一致,且间距略小于 D,通常比 D 小 1~2mm。
在撑圆过程中,筒体的椭圆直径方向大于 其平均直径的部位的活塞杆会带动螺杆先完全伸 出,此时螺杆并没有顶住筒体的内壁 ; 筒体的椭 圆直径方向小于其平均直径部位的活塞杆,带动 螺杆会按照孔壁尺寸由小到大地依次顶住筒体的 内壁, 并继续伸长, 直到伸不动为止。此时孔的 椭圆度在 1~2mm 之间,符合该类产品的铆接要 求。铆装、点焊完法兰后回收活塞杆时,各活塞 杆会同时回缩。如果活塞杆的有效行程过大,就 会增加其在撑圆过程中的伸缩时间。
中心盘座按照图 4 所示结构加工完成后,先 焊上的盖板套,并在盖板套带孔处焊上管接头, 然后装入每个带密封圈的活塞杆,最后旋拧上堵 板套,各件须先加工完成。
螺杆的顶端必须修磨成与被撑圆孔径接近的 圆弧状。根据被撑圆孔径的大小可以更换合适长 度的螺杆。
通过上述表述可知,万向千斤顶的主要设计 原理就是使活塞杆径向恒等伸长、可调螺杆顶端 到中心盘座中心的距离相等且间距略小于被撑圆 孔径 1~2mm。
3.快速撑圆装备应用阐述
按照上述要求调整好万向千斤顶的螺杆并使 活塞杆回缩后,将筒体用万向轮推车架推至撑圆 装备处,先将待铆接的法兰套装在心轴处,再将 筒体的待撑孔套装在万向千斤顶上 ; 启动液压站 将套装在万向千斤顶上的椭圆孔撑圆,再将法兰 扣在筒体上点焊即可。完成后回缩活塞杆再以此 方式对后续筒体施工即可。
注意 : 必须将筒体与法兰铆接处的外部焊道、 孔口毛刺等修磨圆滑。
4.结束语
该撑圆装备设计新颖,操作简捷、高效、安全, 值得在业内推广应用。另外,各单位可以根据被 撑圆筒体的孔径大小,制做几个对应类型的万向 千斤顶,以防止应用过长的螺杆撑圆时发生弯曲 的现象。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

