



摘 要:FANUC PMC 是内置于数控机床 CNC、用来执行数控机床顺序控制的可编程控制器,是数控系统的重要组成部分,更是数控机床故障诊断的关键所在。阐述了 PMC 的主要功能,并通过几个实例说明了数控 PMC 在机床故障诊断与维修中的方法与技巧。
关键词:数控机床;FANUC PMC;CNC;故障诊断
FANUC 数控系统以其高质量、低成本、高性能的特点,得到了广大用户的认可,这与 FANUC系统内嵌强大、易用的 PMC 功能有着密不可分的关系。CNC 包括数控系统的硬件和软件,与 CNC系统相连的外围设备有显示器、MDI 面板等;PMC是内置于数控机床 CNC 中的编程控制器;MT 包括机床机械部分及其液压、冷却、润滑等辅助装置,机床操作面板,继电器线路,机床强电线路等;X是由机床至 PMC 的输入信号 (MT→PMC);Y 是由PMC 至机床的输出信号 (PMC→MT);F 是由 NC至 PMC 的输入信号 (CNC→PMC);G 是由 PMC 至NC 的输出信号 (PMC→CNC)[1],见图 1;不难看出 PMC 在整个数控机床控制中的意义。
1、 PMC 的主要功能
PMC作为数控系统 CNC 和机床外围硬件 MT 之间的转换电路,是数控系统的信息交流中心,完成数控机床的逻辑动作控制,主要功能[2-3]如下:
1)对机床控制面板的各个按键、旋钮输入信号进行编译处理,以控制数控系统的运行状态。
2) 完成辅助功能 (M,S,T) 指令译码,对辅助功能的接口信号进行编译处理,将它转换成相应控制指令,通过它与其他状态的逻辑运算控制机床运行。如刀具交换、冷却启停及工作台交换等
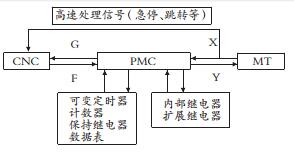
图 1 PMC 信号地址
3) 机床外部输入、输出信号的控制,将机床侧的各类开关信号送入 PMC,经逻辑运算后,将运算结果送入输出口,控制机床侧的动作,如液压系统的启停、刀库、机械手等。
4)控制主轴和伺服进给驱动装置的使能信号,以满足伺服驱动的条件,控制机床的运行。这些输入输出信号中,任何一个信号都有可能引起机床故障。因此掌握 PMC 类故障的诊断与排除方法就非常重要。
2 、利用 PMC 进行故障诊断与排除
2.1 直接运用 PMC 梯形图进行诊断
如河南机电职业学院的 1 台 FANUC 0i mateTD 数控车床,在使用过程中发现,更换 3 号刀时,刀架一直旋转,即使转到 3 号刀位,刀架也不会停止,直到最后出现换刀超时报警;换其他刀位动作正常。
故障分析:通过分析数控车床换刀原理[4-5],知道换刀步骤如下:系统发出换刀指令,PMC 判断当前刀位号,发出刀架电机正转信号,由霍尔元件判断刀架电机是否转至所需刀位,转至所需刀位时,系统通过 PMC 发出刀架电机反转信号,反转延时时间到达后停止,换刀过程结束。故障现象中,其他刀位可以正常换刀,说明刀架电机及换刀时间设
置都没有问题[6]。
故障排除:查找电气原理图发现 3 号刀的输入信号地址为 X8.2。于是通过操作面板依次按 “SYS-TEM” “PMC” “PMCLAD”功能键,调出车床的PMC 控制梯形图。输入 X8.2,然后按 “SEARCH”键搜索车床换刀的 PMC 控制梯形图 (见图 2)。当换 3 号刀位时,发现刀架转至 3 号刀时 PMC 控制梯形图中的 X8.2 没有发生变化,说明 PMC 没有收到 3 号刀的到位信息。经检测发现 3 号刀位的信号线被折断,焊接后,换刀正常,故障排除。
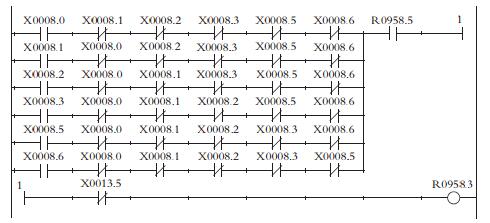
图2 部分换刀 PMC 控制梯形图
2.2 直接运用 PMC 自诊断功能进行诊断
PMC 具备很强的故障自诊断功能,可以利用机床侧各检测装置反馈回来的信号和系统部分的状态信号,经过程序的逻辑运算后进行自诊断。发现异常时,将该种异常的地址置为 1,并在报警显示屏幕显示相关信息,帮助查找和排除故障。如河南机电职业学院的 1 台亚龙 YL-569 型 0imate TD 数控车床,在使用过程中发现急停,不能复位。
故障分析:观察机床操作面板 LED 显示器,没有超程及其他报警信息。
故障排除:查找电气原理图,得知急停按钮的输入控制信号地址为 X8.4。于是通过操作面板依次按 “SYSTEM”“PMC”“PMCDGN”功能键 , 然 后 按“STATUS”键进入信
号状态显示画面,查找 X8.4 的状态; 发现其状态为 “0”,证明 PMC 没有信号输入输出。查找电气控制原理图 (见图 3),发现,在 24 V 直流电源和 KA10 继电器常开触点 16 和 17 之间应该有断路的地方,通过万用表测量,发现 XT2:14 的 24 V 线头脱落,接好之后,故障排除。
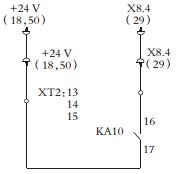
图 3 急停钮 X8.4 输入控制电路
2.3 运用 PMC 的 TRACE 功能进行诊断
如河南机电职业学院的 1 台亚龙 YL-569 型 0imate TD 数控车床,在进行换刀实训时发现 2 号刀位刚开机时可以正常换刀,过一段时间就不能正常换刀,关机停一段时间再开机,又恢复正常,再过一段时间又出现上述故障。
如河南机电职业学院的 1 台亚龙 YL-569 型 0imate TD 数控车床,在进行换刀实训时发现 2 号刀位刚开机时可以正常换刀,过一段时间就不能正常换刀,关机停一段时间再开机,又恢复正常,再过一段时间又出现上述故障。
故障分析:对上述情况分析,认为刀架电机没有问题,可能是 2 号刀对应信号线接触不良。故障排除:根据机床电气控制原理图,找到 2号刀对应输入地址为 X8.1。检测对应线路及信号线,没发现问题。于是使用 PMC 的 TRACE (追踪)功能,跟踪画面发现 X8.1 的状态有时为 1,有时为0,说明 X8.1 有时有信号,有时没有信号。对照电气原理图仔细检查,发现与 2 号刀对应的中间继电器触点有问题,更换中间继电器后故障排除。
3 、结束语
综上所述,PMC 类故障排除的关键是数控机床的维修人员必须熟悉数控机床基本结构、控制原理及 PMC 控制程序;在进行故障分析时,一定要了解机床的相关操作信息及故障维修记录,更要清楚 PMC 的输入输出信号地址及相关参数的设置等[7];同时也要做好每次的故障维修记录和总结,即可以积累经验,也为以后解决同类故障提供参考。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

