



一种伺服综合控制电路的研制
2017-7-11 来源:陕西华经微电子股份有限公司 作者:甘建峰
摘要:文中总结了一种用于航空的伺服综合控制电路的研制,详细地介绍了该电路的电路原理、研制方法、技术难点和测试原理等问题。
关键词:伺服;电路;综合;控制
1概述
航空的伺服综合控制电路为专用电路,在测试时要外接相应的线路构成一局部系统,才能进行全部指标的调试。
该产品的主要技术指标如下:
电源电压范围(UCC1)5 V±0.2 V;电源电压范围(UCC2)+15 V±0.5 V;电源 电 压 范 围 (UEE)-15 V±0.5 V;工作温度范围(TA)-55℃~+125℃。
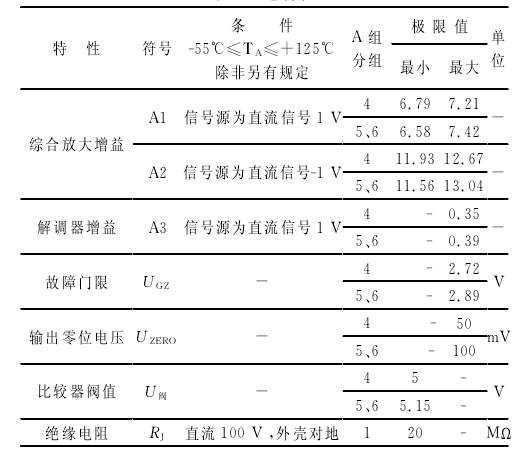
其电特性如表1。
表1 电特性
2 外形尺寸及引脚定义
外形尺寸见图1;引脚定义见表2
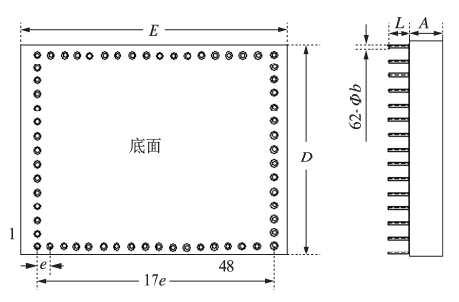
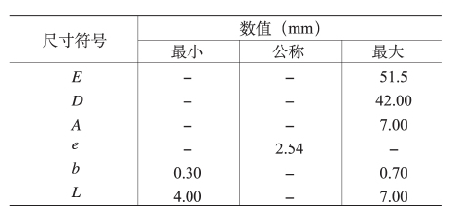
图1 外形尺寸
3.电路原理及测试方法
3.1 研发支撑文件
(1)伺服综合控制电路技术协议书;
(2)GJB2438A-2002 《混合集成电路通用规范》。
3.2 电路组成及工作原理
伺服综合控制电路是由监控电路、解调电路、综合电路组成。监控电路是将前级监测到的小信号经过多级放大,其中一路输入到故障门限电路,通过故障门限电路的状态来控制后级电路;解调电路是将放大信号通过 CMOS模拟开关来控制后级电路;综合电路中集成有比较器和与非门,与外围电路一起构成一个小系统来控制后级的状态。三个分系统相互影响、相互关联,共同构成了伺服综合控制电路。该电路主要由放 大 器 LM148、比较器 LM139与非门54 HCT00、CMOS模拟开关 DG-303A、二 极管1N4148、北元六电容和外围电阻组成。 由于体积小,元器件数量较多,因此,采用陕西华经微电子股份有限公司成熟的厚膜集成工艺 。电路中的电容采用片式化的,首选NPO材料或X7R材料;电阻采用印刷电阻,电阻浆料选用杜邦公司的优质浆料;集成块选用合格供应商提供的裸芯片集成电路。电路原理如图2。
表2 引脚定义
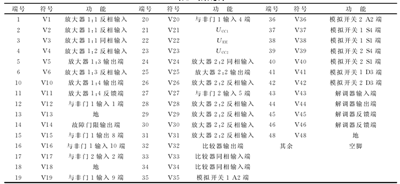
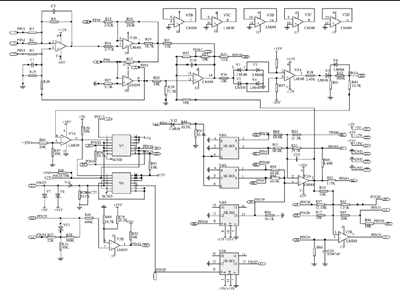
图2 电原理图
3.3 测试方法
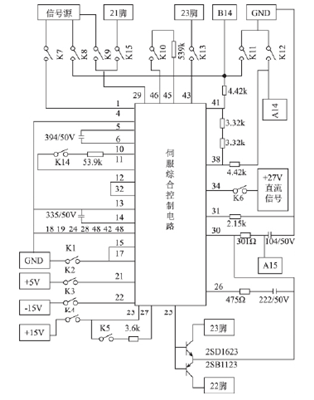
电路测试原理图如图3所示。
(1)准备工作初始 各 开 关 均 处 于 断 开 状 态;UCC1= +5 V±0.2 V,UCC2= +15 V±0.5 V,UEE=-15 V±0.5 V;信号源开启,+27 V±0.2 V直流信号开启;按测试原理图3接线;下述测量参考地为13脚。
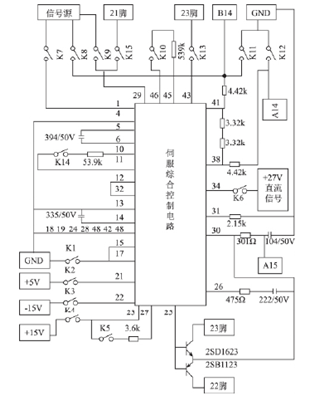
图3 电路测试原理图
(2)综合放大增益 A1闭合 K1、K2、K3、K4、K7、K11、K12、K14(其余开关保持断开),接通电源 VCC1、VCC2、VEE,调节信号源为直流信号1 V,测5脚对地电压 V5和10脚对地电压 V10,︱V10/V5︱即为综合放大增益 A1,A1应符合表1的规定。
(3)综合放大增益 A2闭合 K1、K2、K3、K4、K9、K11、K12(其余开关保持断开),接通电源 VCC1、VCC2、VEE,调节信号源为直流信号-1 V,测29脚对地电压 V29和 A15对地电压 VA15,︱VA15/V29︱即为综合放大增益 A2,A2应符合表1的规定。
(4)解调器增益 A3闭合 K1、K2、K3、K4、K8、K10、K13(其余开关保持断开),接通电源 VCC1、VCC2、VEE,调节信号源为直流信号1 V,测B14对地电压 VB14和44脚对地电压 V44,︱V44/VB14︱即为解调器增益 A3,A3应符合表1的规定。
(5)故障门限 VGZ闭合 K2、K3、K4、K5、K6、K7、K11、K12(其余开关保持断开),接通电源 VCC1、VCC2、VEE,调节信号源(直流信号)从 0 开始向正方向由小到大改变电压值,监视芯片14脚,当14脚有输出时(≥2V)测1脚对地电压 V1,此 时︱V1︱即 为 故 障 门 限 VGZ,VGZ应符合表1的规定。
(6)输出零位电压 VZER()闭合 K1、K2、K3、K4、K11、K12(其余开关保持断开),接 通 电源 VCC1、VCC2、VEE,测 5 脚 对 地 电 压V,此时︱V︱即为输出零位电压 VZERO,VZERO 应符合表1的规定。
(7)比较器阀值 V 闭合 K1、K2、K3、K4、K6、K11、K12、K15(其余开关保持断开),接通电源 VCC1、VCC2、VEE,测33脚对地电压 V33,此时︱V33︱即为比较器阀值 V 阀,V阀应符合表1的规定。
(8)绝缘电阻 RJ室温下用超高值绝缘电阻测试仪在直流100 V条件下测外壳和地之间的电阻值应符合表1规定。
4 技术难点及解决方案
4.1 高密度集成及细线工艺
该产品电路较为复杂,所用元件较多,在有限的外壳体积下,必须提高集成密度才能合理完成布版。在研制过程中为解决高密度集成问题重点攻关了细线工艺。细线工艺的重点是控制细线的分辨率,保证印刷线条表面光滑、无毛刺、无断线、根根分明,以确保导带不会短路或断路。在厚膜印刷中,影响细线分辨率的主要因素有以下几个方面:丝网的目数及张力、掩膜、浆料、印刷参数等。采用措施:(1)丝网采用400目不锈钢丝网,在网版制作上采用先进的水洗膜制作工艺,替代了原有的制网工艺,使图形边缘清晰度更高,无毛刺、更加平整,漏印效果非常好;(2)选择粘度适中,具有较高的触变性和较好的凝胶效应的57系列杜邦浆料,确保了导带根根分明;(3)在印刷时保证刮板沿线条方向刮料,减少了线条短路的几率,同时也减小了布线间的串绕。通过以上措施,经过反复的工艺实验,目前,细线印刷最 小 线 宽 可 达 到100μm,最 小 线 间 距 可 达 到125μm,印刷合格率可达到80%以上,并制定了相应的工艺文件。
4.2 解决内部水汽含量
本试验是测定该电路内部气体中的水汽含量,在初样阶段,电路封装后做内部水汽含量试验,比标准的要求差的很远。查找原因,发现导电胶、高温环氧、焊膏里分别有水汽。针对此情况,通过提高烘干温度、延长烘干时间和在盖板上印刷水汽吸收剂等特殊工艺后,严格按照以上措施操作后,解决了内部水汽含量问题。
4.3 关于测试准确性的问题
在产品测试过程中,容易出现开始测试时输出电压偏高,半分钟左右后电压才能恢复正常的现象,这主要是由于该产品内是由相互关联的多个小系统构成,在整机测试时各系统同时工作,而在单独测试该产品时只能分系统各个测试。在测试一个系统时,其余系统就处于悬空空载状态,这样不工作的引出脚就容易积攒电荷,通过电路内部的放大电路将干扰放大,所以在测试时要将产品的引出脚在防静电膜上插一下将静电放掉。
5协议和实测电特性对比
协议和实测电特性对比表见表3。
表3 协议和实测电特性对比表
6.结论
该产品为用户专用产品,研制成功后在用户整机上测试满足要求。同时该产品高密度集成、体积小、重量轻、全金属屏蔽封壳使用户整机体积和重量大幅下降,满足了航空产品减重的发展趋势,具有广阔的应用前景。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

