



两种典型伺服控制系统的应用与实践
2017-7-14 来源:金堆城钼业股份有限公司 作者:付绍军
摘要:介绍了在生产实践中应用的步进电动机开环控制系统以及伺服电动机闭环运动控制系统,并对其控制结构、驱动方式及运行特性进行对比分析。实践证明:伺服电动机闭环控制系统启动及加速过程平稳、过载能力强、控制精度及运行效率均明显优于步进电动机开环控制系统。
关键词:步进电动机;伺服;闭环;控制
0.引言
工业4.0项目主要包含三大主题,即智能工厂、智能制造及智能物流。运动控制技术是智能制造及机器人技术的基础。运动控制基本原理可分为矢量控制、v/f控制及伺服控制,目前工业控制系统中以伺服控制最为普遍。伺服控制系统是指能够严格按照上位机给定的位移及约束指令(速度限值、加速度限值、速度曲线等)进行动作,在运动过程中不断采集实时运行参数进行比较,并按照一定的控制算法动态调整输出,从而获得精准加速度(电流)、速度及位移控制的一种运动控制系统。伺服控制系统执行器选用电动机主要有步进电动机和伺服电动机两种,其动作原理及控制方式均不同。其中伺服电动机又可分为直流伺服电动机和交流伺服电动机,随着交流伺服电动机调速技术的发展,目前交流伺服电动机由于结构简单,易于维护,成本费用较低,逐渐成为应用主流。
1.步进电动机伺服系统及其应用
步进电动机接收离散脉冲信号,运动过程中每接受一个脉冲,电动机旋转一个步距角,因此脉冲数量决定了步进电动机的转角位移,而脉冲的频率决定了步进电动机的转速。正是由于这种特性,步进电动机极易采用数字电路进行控制,被广泛应用在PLC或计算机运动控制系统中。与常规的直流电动机及交流三相电动机相比,步进电动机运动过程更易受控,多用于开环控制系统。我公司从美国成套引进的十八管还原炉,其进、出料小车沿行走轨道的运动控制以及勾舟机械手进出炉管的运动控制,就是一种典型的步进电动机伺服控制系统。以勾舟机械手进出炉管的运动控制为例进行介绍,其控制架构如图1所示。其中,PLC采用西门子300系列S7-318(2DP)系列,通

过3个数字量通道和1个模拟量通道与运动控制器传送信息。数字量通道分别用于手动JOG状态小车进、出炉管信号以及自动运行状态下小车运动使能信号。一个模拟量通道用于速度给定,带符号,同时用于确定自动状态下的运动方向。其中,手动JOG状态和自动状态通过继电器触点进行互锁。运动控制器实质是一个环形脉冲分配器,采用parker公司6K4系列四轴控制器,可以通过专用指令语言进行编程。功率驱动器对环形脉冲进行放大,驱动步进电动机运转。步进电动机带动齿轮减速机构,带动机械手完成进出炉管动作。功率驱动器选用parker公司zeta8系列驱动器,步进电动机选用parker公司TS42B系列产品。该控制结构较为简单,为典型的步进电动机开环控制。为了实现行程控制,在行程过程中增加接近开关及限位开关,当机械手运动到指定位置时,PLC通过禁用数字量通道运动使能信号及模拟量通道速度设定为零,使机械手停止动作。
小车运行为预设固定速度恒速运行模式,控制模式较为粗放,运行过程中冲击及振动均较大,经常有定位失败的故障发生。同时位置行程开关信号直接接入PLC,PLC循环扫描过程中固有周期导致时滞发生,使得运行过程中经常有过冲现象发生。
2.伺服电动机伺服系统及其应用
我公司新上板材生产线,选用西门子S120系列全数字交流伺服控制系统,控制结构如图2所示。PLC将目标位移数据通过DP总线利用CU320传送给伺服控制驱动器S120,伺服驱动器S120依照偏差值根据一定的算法模式(PID、模糊控制、自适应控制等)进行控
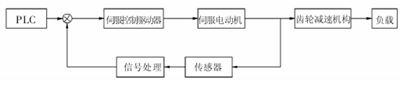
图2 闭环伺服电动机控制原理图
制运算,将输出通过动力电缆驱动伺服电动机完成相应动作。与伺服电动机同轴安装有编码器,编码器经译码电路将电动机运转实施位置、速度传递给运动控制器。该控制环节包含3个闭环控制,最内层为电动机与驱动器之间的电流闭环,中间为编码器反馈信号引入的速度闭环,最外层为位移闭环。在该闭环控制模式下,PLC仅给出运动目标位置,具体的运动过程由伺服控制驱动器及伺服电动机现。其中伺服控制驱动器可以通过CU320利用以太网接口进行软件编程,设定运动曲线参数,并在运动过程中实现实时
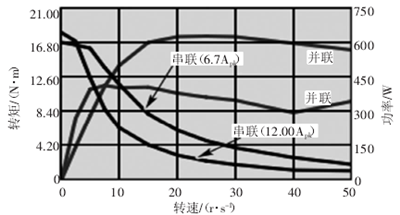
图3步进电机的矩频特性示意图
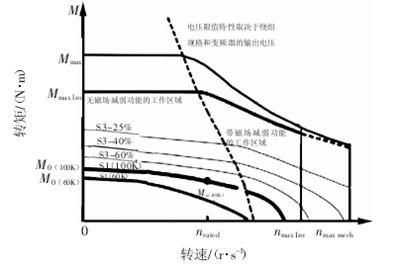
图4 伺服电机的矩频特性示意图
监测及调整。该模式下由于利用3层反馈机制(电流反馈、速度反馈和位移反馈),电动机运行更为平稳顺畅。
3.两种控制模式的对比与分析
从控制结构分析,开环控制步进系统没有编码器检测环节,结构较为简单,其行程控制仅仅依靠行程开关反馈至PLC,PLC又存在扫描处理时间迟滞,因此控制较为粗放。闭环控制伺服系统增加了编码器,实时对电动机输出信号进行检测,根据偏差值大小按特定算法(PID、模糊控制、自适应控制等)动态调整输出,因此控制精度较高。从电动机驱动方式分析,步进电动机依靠脉冲信号动作,输入信号为矩形方波脉冲,运行的速度与脉冲频率有关,运行位移与脉冲数量有关。而交流伺服电动机输入为调制后的周期正弦电流,转速调节依靠驱动器输出频率实现,运行较为平滑。从运行矩频特性分析,步进电动机矩频特性和过载能力均较差。步进电动机的转速越高输出转矩越低(见图3),高速运行时输出转矩极低,驱动能力不足。为获得较高的输出转矩,十八管还原炉进、出料小车沿行走轨道的运动控制以及勾舟机械手进出炉管运动控制所用的步进电动机,其工作转速均低于150 r/min。而伺服电动机查阅其曲线可知,在额定转速以内,电动机基本处于恒转矩输出模式,其转速有更大的调节范围,一般在2000r/min左右。从过载能力分析,参照图3曲线可以很明显看出步进电动机没有过载能力,最大转矩出现在转速为零的点。伺服电动机具有较强的过载能力,参照图4曲线可以看出,最大转矩Mmax约为额定转矩Mo的3倍以上,可以用于克服负载从速度为零的瞬间开始启动的惯性力矩。最大运行速度nmax约为额定转速nrated的2倍,当然在超越额定转速后,输出转矩下降明显。在额定转速以内,基本可以认为伺服电动机是恒转矩输出的。对于步进电动机,若步进电动机转矩不足,会出现启动时堵转、丢步、抖动等现象发生。
工程实践中为了提升启动转矩克服惯性力,往往需要选取较大转矩的步进电动机,同时将启动转速设定在较低的范围,使得步进电动机工作在一个较高的转矩输出点。从保持转矩分析,步进电动机的保持转矩是指步进电动机通电但没有转动时,定子锁住转子的力矩。
以十八管炉进出料小车电动机为例,当运行至指定位置时,电动机停止运行,保持转矩起作用锁定转子,进而锁定小车,能够克服小车上的其它装置动作引起的侧向力,不至于使得小车在进出料过程中发生移动。而步进电动机不具有保持转矩,若要实现位置锁定,必须新增抱闸装置。应用效果对比,十八管炉进出料小车及勾舟机械手,由于采用开环步进电动机控制方式,其动作过程中经常有过冲、堵转、定位不准等情况发生,低频启动和停止运动时设备振动较大,设备运行速度也较低。而伺服电动机控制系统,电动机工作点转速1500 r/min,且启动、加速及停止过程均较为平滑,运行过程中电流、速度、加速度均能实施检测调整,运行效率及控制精度明显优于步进电动机控制系统,但成本也相对较高。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

