



基于Easy screen在曲轴专用加工设备上的工艺界面开发
2018-3-16 来源:阳机床成套设备 沈阳机床集团沈一希斯 作者: 孙波 石洁芳
摘要:以现在最新西门子840Dsl、828D数控系统使用的Operate界面为载体,使用其附带的Easy screen功能,结合灵活编程的NC程序,开发出一套针对曲轴加工的定制化加工工艺界面。该界面简化工艺参数调整,降低人为出错概率,提升机床档次。
1. 开发加工工艺界面的意义
曲 轴 专 用 加 工 机 床 , 用 于加工几种特定型号曲轴的特定加工内容。一般使用这种加工设备的用户,经常根据客户或市场的需要调整各型号曲轴的产量,对生产线上的设备进行换产处理,而在设备换产后,由于刀具、工装的调整,加工程序和工艺参数也需要相应的微调。这需要厂家拥有精通数控系统操作、编程的技术人员,同时该技术人员还要深刻理解制造商的加工程序,并在程序中对相应的编程数值进行调整。然而这个过程存在一些问题:有些小规模的厂家缺乏较专业的编程人员,或是有的编程人员对程序的理解不够,造成调整过程较长,影响生产,更有甚者由于在调整数值时写错了小数点而加工出废品,甚至损坏机床。
针对这种情况,开发出一套具有换产程序快速选择、工艺参数界面化编辑、参数修改权限保护和工艺参数录入检查等功能的加工工艺界面具有十分突出的意义,对于提升生产效率、安全生产都十分有益。
2. Easy screen 介绍
西门子推出的840Dsl、828D数控系统配置了Operate操作界面,Operate软件相比过去的HMI A d v a n c e d 更加友好、简洁,而Operate配置的Easy screen功能,提供给制造商扩展界面的接口,可以免费扩展最多5个用户定制画面,如果需要设计更多的用户画面,还可以通过购买西门子的选项包扩展功能。
Easy screen使用ASC II文件配置画面文件,无需安装软件,也没有复杂的编程指令,使用起来十分直观方便。其多种变量、标题、图形、对话框、软键、PLC及NC变量的读写
功能,使编写的画面能够实现多种功能。
3. 曲轴专用加工机床工艺界面开发过程
(1)Easy screen文件配置。E a s y s c r e e n配置文件共有3个:
①文件“easyscreen.ini”为主文件,用于指定哪些文件可以用来创建用户窗口。这些文件所包含的信息可决定特定窗口的显示内容。②文件“custom.ini”描述在C u s t o m区起始画面中相关显示,可以选择性添加该文件。③文件“slamconfig.ini”描述Custom区入口按钮是否显示,Custom区域由主菜单中第几个软键启动。画面元素文件包括:ASCII编制的名为“custom.com”程序文件,存放在“系统CF卡\user(或oem、addon)\sinumerik\h m i\p r o j”目录下。画面用到的图片文件存放在“系统CF卡\user(或
oem、addon)\sinumerik\h m i \ i c o ”文件夹中。另外,也可以将使用的文字以txt文档的形式存放在“系统CF卡\user(或oem,addon)\sinumerik\hmi\lng”的目录下。以下是配置文件的典型内容。
文件“文件“easyscreen.ini”:
[STARTFILES]
(2)曲轴加工工艺画面设计。
首先是程序选择界面和权限入口设计,以两种六缸曲轴(WD615和P12)的加工工艺画面设计来说,需要在主界面中设计两种曲轴的选择切换功能,即通过一键选择零件程序,另外还要留出进入各详细界面带有权限限制的接口软键,以便有一定权限的相关人员能够进入详细调整
面进行调整。起始界面和程序选择界面分别如图1、图2所示。

图1 起始界面

图2 程序选择界面
利用Easy screen的PI service功能中的一项程序选择功能,配合面板的软键,实现“一键选择程序”。从图2中可以看到,W D615和P12两种曲轴的加工程序只需要通过软键就能直接选择,直观又方便快捷。下面是实现程序选择功能的PI service的相关语句:
同 时 , 为了确保选择的程序与实际的曲轴种类一致,需要在机床上安装必要的检测开关,并将其开关状态与种类代码“MW500”的值进行比较,进行曲轴种类识别,从而保障人身和设备的安全。
为了保证工艺参数不被没有资质的人员篡改,在进入到工艺参数调整画面的接口设置了权限口令。当按下“设置口令”按键后,画面中“权限口令”的窗口变为可编辑状态,操作者可以输入口令,该口令可以与PLC程序事先设定的口令进行比较,如果一致,则当前界面加载到新的工参数编辑界面,否则当前状态不变。
通过分支条件判断口令是否正确,是否加载工艺界面,指令如下:
其次是加工工艺界面设计。和前面程序选择的界面类似,加工工艺界面根据曲轴的种类配置了按键,以便选择不同的曲轴进行工艺参数的编辑。“WD615”曲轴的一道工序工艺参数界面如图3所示。
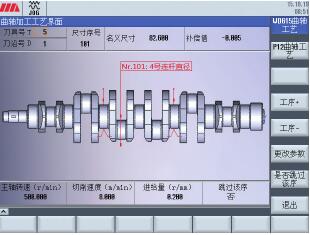
图3 “WD615”曲轴工艺参数界面
软键:“工序+”、“工序-”可以切换不同工序,图中界面的图示和尺寸序号将跟随“工序”的切换而变化,以指示当前编辑的工序内容。“更改参数”键用来激活对工艺参数修改的使能,当按下该键后,按键变成蓝色,界面中的各工艺参数变为可编辑,再次按下按键后,按键恢复为灰色,参数退出编辑。“是否跳过该序”键触发界面中右下表 格 “ 跳 过 该 序 ” 的 “ 是 ” 或“否”的变化,可以选择是否在主加工程序中跳过当前工序,在一些调整场合中可以用到此功能。
界 面 : “ 刀 具 号 ” 、 “ 刀沿号”指示了该序使用的刀具,可根据刀具列表进行编辑。“名义尺寸”根据图样设定,不能编辑,只能在“补偿值”中进行修正,为了防止因误编辑引发危险,该值设定了修改限定范围“+/-2m m”,如果发生了误编辑,数值超出限定范围,则给出提示,修改无效。“主轴转速”、“切削速度”、“进给量”根据工艺和刀具等要求进行编辑,在画面的编程中对这些参数也进行了监控,通过PLC的DB块存储这些数值,当数值发生变化时,将新数值与旧值进行比较,当超出一定的范围时,认为
是编辑错误,则修改无效。
然后是NC程序的设计。根据工艺界面编程,NC程序的命名是固定的,如“WD615.MPF”、“P12.MPF”,否则在程序选择界面进行程序选择时将发生错误。界面上工艺参数实际存储在变量(在GUD中定义)中,因此N C 程序中涉及到界面的工艺参数都要使用变量编程;同时,为了区分工序和实现跳过某些工序的功能,结构化的编程也是必要的。
NC程序需要在满足配合界面要求的前提下完成加工的功能。以下为编程的实例:
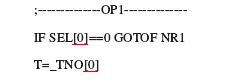
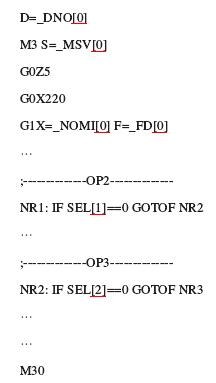
由上述编程实例可以看到,由于每个工序都需要用到刀号、刀 沿 号 和 主 轴 转 速 等 参 数 , 因此,这些参数的变量定义为数组的形式,主程序通过数组变量_S E L[n]判断程序是否跳转,也就是说_SEL[n]和界面中的“跳过该 序 ” 相 关 联 。 在 具 体 某 一 序程序中,[n]、_DNO[n]及 _MSV[n]等变量分别对应了相应界面的刀号、刀沿号和主轴转速等的参数。这样的程序设计使用户不需要对程序本身进行任何修改操作只要在工艺界面中进行操作就可以了,实现了对程序的保护。
4. 结语
以前受到认识水平和成本的限制,机床人机界面的二次开发一直没有在国内机床行业得到广泛推广,现在西门子的Operate软件为这种设计提供了方便,少量的界面可以不通过采购选项包和专业的编程知识就可以进行开发。现在一些针对维修、操作开发的界面已经出现在一些机床产品中,而本文开发的针对用户的定制零件加工工艺界面还鲜有使用,这里介绍的结合N C程序和Easy screen开发的工艺界面直观简单,同时避免了一些危险情况,提高了机床的可靠性和效率,具有十分实用的特点,值得广泛使用和推广。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

