



基于欧姆龙 CJ 系列 PLC 与汇川伺服系统的运动控制集成与应用
2026-3-13 来源:湖北航天力源科技有限公司 作者:李 治 张银银 李少茜 王清坤 余思瀚
引言
随着制造业智能化升级,运动控制系统对定位精度、动态响应及系统集成效率提出了更高要求。在可编程逻辑控制器(PLC)集中控制的自动化设备中,采用专用位置控制模块与伺服驱动器构成的脉冲位置控制系统,因其技术成熟、成本可控,仍被广泛采用。欧姆龙 CJ1W-NC213作为一款高性能两轴位置控制单元,如何与以汇川 IS630P 为代表的国产伺服驱动器实现高效、稳定的集成,对于推动核心部件国产化、降低设备成本具有重要意义。然而,在实际工程中,不同品牌设备间的参数匹配、调试流程往往缺乏标准化指导,影响系统开发效率与可靠性。本文以OMRON CJ2M-CPU33 型 PLC 为控制核心,结
合 CJ1W-NC213 模块与汇川 IS630P 伺服系统,围绕硬件组态、参数设置与控制程序设计等关键环节,展开一套完整运动控制系统的集成研究,旨在为工程师提供清晰、可行的技术方案与实践路径。本文的创新之处在于,针对低成本、简化硬件的应用场景,提出并验证了一种基于程序预置的软回零方法,为跨品牌集成中的原点设定问题提供了可靠的解决方案。
1. 系统总体构架
1.1 硬件组成
本系统主要系统由欧姆龙 PLC、欧姆龙位置控制模块 CJ1W-NC213、汇川伺服驱动器、伺服电机等部分够成,其硬件结构如图 1 所示。

图 1 系统硬件框架
1.2 电气连接
电气连接如图 2 所示,该系统中 CJ1W NC213 模块具备 X、Y 两轴独立控制接口,本研究中仅使用 X 轴接口(即端子 A1–A20)实现对单台伺服电机的控制。其关键接线按照功能划分如下 :
脉冲与方向信号 :A5(脉冲输出)连接至伺服驱动器 PP 端(即端子 43),A7(方向输出)连接至接 NP 端(即端子 39)。
表 1 系统主要硬件选型
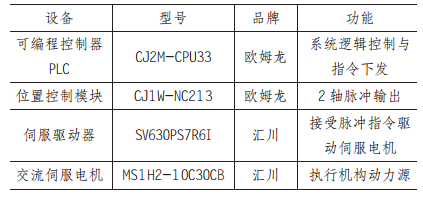
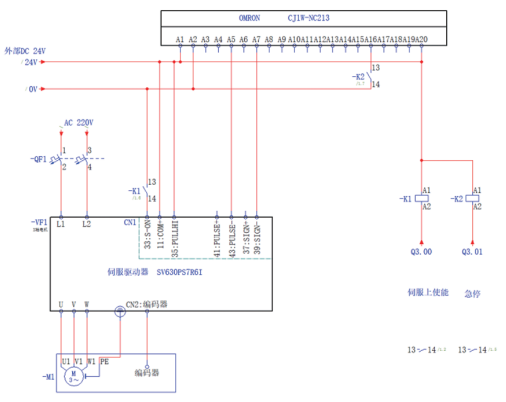
图 2 NC213 与伺服驱动器电气连接图
急停安全链路构成如下 :A20 接 24V+ 电源,A16 则通过中间继电器 K2 连接至 0V,从而构成急停安全链路,同时该回路由 PLC 输出点 3.01进行控制。
伺服使能信号 : 伺服驱动器的 COM+ 端口(即端子 11)接入 24V+ 电源,同时 SON 端口(即端子 33)通过中间继电器 K2 连接至 0V,由PLC 输出点 3.00 控制其通断。
Y 轴处理说明 : 未使用的 Y 轴接口中,急停相关端子 B16 与 B20 仍需分别接入 0V 与 24V电源,否则模块将触发报警,报警代码为 6000。伺服驱动器电源及电机连接 : 伺服驱动器主电源接入 AC 220 V(即端子 L1、L2),电机动力线接 U、V、W 端,编码器信号线与电机对应连接。
1.3 系统工作原理
系统采用 “上位开环指令,下位闭环执行”的控制模式,其工作原理如图 3 所示,具体工作流程阐述如下 : 系统控制指令源于上层的可编程逻辑控制器(即 PLC 控制器),用户程序所设定的运动指令 ( 包括目标速度与目标位置 ) 经由CJ1W-NC213 模块及进行处理,将数字指令转化为具体的脉冲序列与方向电平信号。
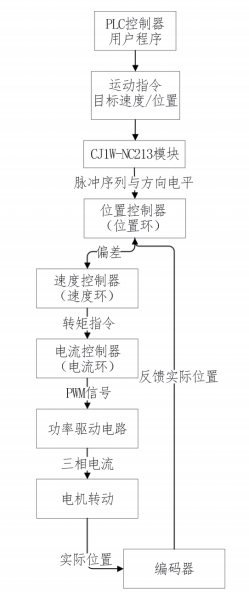
图 3 系统工作流程图
汇川伺服驱动器接收该信号后,通过三环闭环控制系统(即位置环、速度环及电流环)来驱动电机精确执行。其中位置环(即位置控制器)通过持续比较指令位置与由编码器实施采集并反馈的实际位置信号,计算出位置偏差,经由控制算法处理,输出为速度指令,作为下一级控制器的输入。速度环(即速度控制器)接收上述指令,通过调节生成相应的转矩指令,以驱动电机快速且平稳地追踪目标速度。电流环(即电流驱动器)根据接收到的转矩指令,生成 PWM 信号作用于功率驱动电路,最终产生幅值与相位受控的三相电流汇入伺服电机,使其产生精确的旋转运动。电机转动时,同轴连接的编码器持续检测转子的
实际位置,并形成闭环反馈路径,但由于系统顶层控制器不读取编码器反馈,使得该系统构成开换位置控制,该种控制方式在保持高精度与优异动态响应特性的同时,显著简化了系统架构,降低了复杂性。
2. 系统配置
2.1 CJ1W-NC213运动控制模块配置
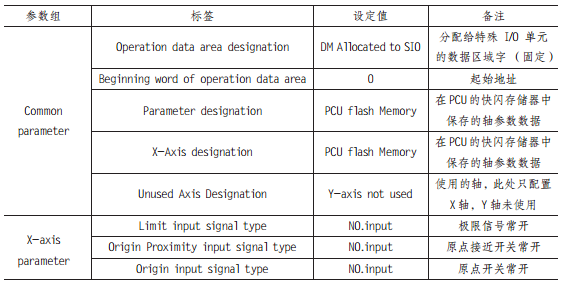
根据欧姆龙 NC213 操作手册, 在 CX Programmer 中将模块单元号设置为 2, 以确保与硬件拨码状态一致。 需注意, 由 于CJ1W-NC213 为 2 轴运动控制单元,而本研究中仅控制一根轴,因此需将 “Unused Axis Designation” 参数设定为 “Y-axis not used”。此外,由于系统未接入极限信号线,需将 “Limit input signal type” 参数设定为 “NO.input” , 详细参数配置见表 2 。
表 2 CJ1W-NC213 关键参数配置
2.2 汇川伺服驱动器设置
在无特殊应用需求的场合下,伺服驱动器的大部分参数采用默认设置即可。根据汇川伺服驱动器手册,由于本系统采用的电机编码器为绝对值型,需将参数 “H02.01” 设置成 3,即选择绝对位置系统,以实现与伺服电机编码器的正确匹配。
表 3 驱动器参数设置
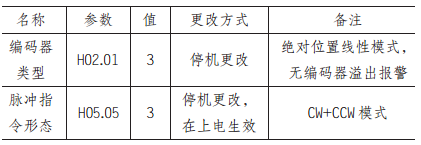
此外,由于 OMRON 运动控制单元 CJ1W NC213 输出的脉冲类型为 CW/CCW 型,需将驱动器中对应参数 “H05.15” 设置为 3,使其能够接收 CW+CCW 型脉冲指令。
3. 控制系统程序设计
PLC 程序主要由操作存储区及数据区参数定义、手动控制程序、自动控制程序以及回零控制程序等部分组成。各模块功能设计如下 : 手动控制程序负责设定手动运行时的速度、加速度和与减速度。自动控制程序用于配置目标位置、运行速度、加速度以及减速度。回零控制程序负责设定回零方式、回零位置与回零速度。
3.1 存储区余数据区定义
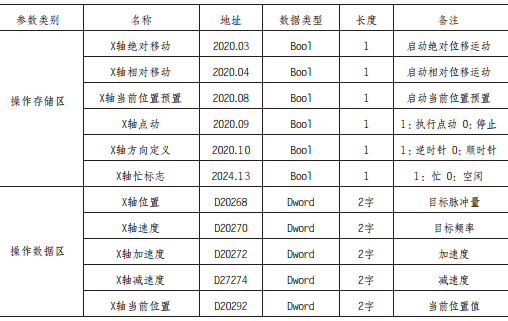
操作存储器区域位于 PLC 的 CIO 区域中,是专门用于向运动控制单元 CJ1W-NC213 发送控制指令并读取其运行状态的专用地址区。该区域位于 CJ1W-NC213 模块所对应的特殊 I/O 单元区范围内。操作存储器区域和操作数据区的开始字由 CJ1W-NC213 所设定的单元号决定,具体计算公式如下 : 操作存储器区域的开始字 n = 2000+10* 单元号,操作数据区开始字I=D20000+100* 单元号 +60,关键地址分配见
表 4。
表 4 参数定义
3.2 手动控制程序
以图 4 所示的手动控制程序为例,其控制逻辑主要基于对输出点的直接操作。程序中通过控制点动信号(2020.09)与方向信号(2020.10)实现电机启停与转向,速度设为 5000pps,加减速时间为 600ms。
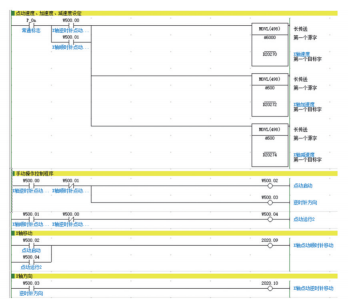
图 4 手动控制样例程序
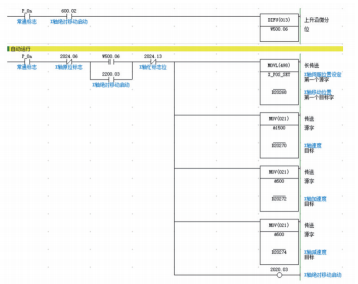
图 5 自动定位样例程序
3.3自动定位程序
以图 5 的自动定位程序为例,其控制逻辑基于绝对位置模式,通过向运动控制单元发出继承化指令来驱动电机。程序使用绝对移动命令(2020.03)实现精确定位,在执行前需预设目标位置、速度与加减速时间,并通过 “忙” 标志(2024.13)判断是否完成。
3.4回零程序设计
伺服电机回零方式一般分为 4 种,1 限位开关 + 编码器索引脉冲(Z 相脉冲),2 限位开关回零,3 编码器 Z 脉冲回零,4 绝对位置系统。由于当前硬件设计中未接入原点接近开关、原点开关及编码器索引脉冲,方法 1、2、3 和4 均无法实现系统自动找零。因此,针对硬件中未配置原点传感器的状况,提出一种程序预置零位方法。具体逻辑如下 :1 手动将伺服电机移动至机械零位,2 执行 “当前位置预置” 命令
(2020.08),将该位置设零。3 使用断电保持型变量实时存储电机位置 ;4 系统重新上电后,从变量中恢复坐标值,无需执行物理回零。需要注意的是,程序预置零位方法依赖于 PLC 断电保持数据的可靠性与机械系统的稳定性。若发生保持数据丢失或电机因外力发生偏移,则原点将失效。为此,在系统设计中,可将预置的位置值进行多重备份,并在关键工艺流程中设置光电传感器等作为第二重位置基准校验,以
提高系统的长期稳定性。
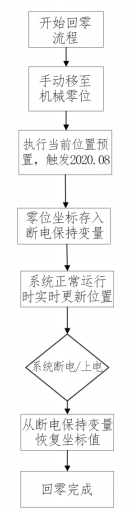
图 6 回零程序流程
4. 实验验证与结果分析
4.1 位置指令跟随一致性测试
编写测试程序, 让系统以固定的速度(50kpps)和加减速时间(500ms),重复执行一段固定的位移(1000000 脉冲)。每次运动完成后,通过 PLC 程序读取并记录 NC213 模块“操作数据区” 中的 “X 轴当前位置”(D20292)。该值即为 NC213 模块根据其发出的脉冲数计算出的理论当前位置。重复此过程 20 次。
4.2 回零重复性测试
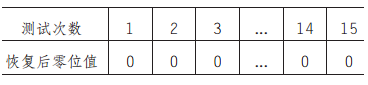
执行本文3.4节提出的“程序预置零位”方法。在机械某点设为零点后,记录此时 NC213 的当前位置值 D20292 为基准(应为 0)。然后,驱动电机离开该点,执行 “断电 - 重新上电 - 去零位” 操作。上电后,再次记录 D20292 的值。此过程重复 15 次。
4.3 结果与分析
4.3.1 位置指令跟随一致性测试结果
实验数据表明, 在 20 次重复测试中,NC213 模块的位置指令计算与累计完全一致,未出现任何脉冲丢失或计算错误。这强有力地证明了 OMRON PLC 与 NC213 模块组成的上位控制系统工作极其稳定。同时,在运行过程中,伺服驱动器面板显示的 “位置指令” 与 “位置反馈”值始终保持同步,无可见偏差。这证明了汇川伺服驱动器能够准确接收并执行每一个脉冲指令,整个 “脉冲发出 - 传输 - 接收 - 执行” 的链路是可靠和准确的。
表 5 位置指令跟随一致性记录 ( 单位 :脉冲 )

4.3.2 回零重复性测试结果
15 次测试中,每次断电重启后,系统都能将位置精确恢复到 0 点。这证明所采用的 “使用断电保持型中间变量存储位置” 的方法是 100%成功的。该结果验证了此软回零方案在重复性上不存在误差,其稳定性依赖于 PLC 存储器的可靠性,而实验表明欧姆龙 PLC 的断电保持功能完全满足此应用需求。该方法在简化硬件的同时,实现了精准的原点记忆功能。
表 6 回零重复性测试结果 ( 单位 :脉冲 )
5. 结束语
本文成功构建了一套基于欧姆龙 CJ 系列PLC 与汇川 IS630P 伺服系统的运动控制平台,实现了跨品牌设备的高效集成与稳定运行。通过系统的硬件设计、参数配置与控制程序开发,验证了该方案在位置控制方面的可靠性与实用性。所提出的程序预置零位方法,在简化硬件结构的同时保证了原点功能的实现,具有较强的工程推广价值。未来,将进一步研究基于工业以太网的总线控制方案,以提升系统响应速度与集成度,并探索多轴协同与复杂轨迹规划等高级运动控制功能。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

