


摘要: 近年来,机械行业竞争越来越激烈,许多企业对生产效率和产品质量都提出了较高的要求。市场竞争要求产品既要质量好,又要成本低。使用工装夹具可以实现工件的快速装夹,减少辅助加工时间,降低加工成本。本文设计了一套镗床一套筒零件内孔加工的专用夹具。其特点是结构紧凑,操作迅速、方便、省力,可以保证较高的加工精度和生产效率。
0 引言
在机械切削加工过程中,通过使用夹具,可以更加精确地固定切削工件的位置,从而在很大程度上提高切削的质量。随着机械切削工艺技术水平的不断提高,对夹具的使用标准要求也越来越高,可以说,要想实现更高精度的切削,没有设计科学,使用恰当的夹具是不行的。夹具的辅助作用,通过固定工价的准确位置来实现,因为在实际切削作业过程中,由于机械设备的震动,会导致工件的位置发生一定程度的位移,在这种情况下,就需要使用合适的夹具,对切削工件进行固定,从而为提高工件的切削精度奠定基础。除此之外,通过使用夹具,还可以提高零件的互换性,使得切削加工作业的劳动生产率得到提高,在改善车间切削技术技术工人作业环境的同时,还可以进一步减轻他们的劳动强度。
1、 夹具的分类
现阶段在机床实际切削加工作业过程中,比较常用的夹具有如下5 类,即:①通用夹具:这种夹具,是常见的标准化夹具,在合理的条件下,使用这种夹具可以对一些工件进行加工,能够满足符合切削加工条件的工件,基本上都可以使用。②专用夹具:这种夹具,顾名思义,就是为了加工某一工件或在某一机械切削工序中必须使用而专门设计的夹具,由于是专门设计的夹具,对于相关零件的位置控制更加准确,并且使用过程相对简单,可以提高工件的切削精度。③通用可调夹具和成组夹具:该类夹具的主要特点是可以根据所工作环境和切削工件的不同,而更换部分原件,并且其装置也可以进行适当的调整,以适应不同的切削工件。④组合夹具:组合夹具是指按零件的加工要求,由一套事先制造好的标准元件和部件组装而成的夹具。由专业厂家制造,其特点是灵活多变,万能性强,制造周期短、元件能反复使用,特别适用于新产品的试制和单件小批生产。⑤随行夹具:随行夹具是一种在自动线上使用的夹具。该夹具既要起到装夹工件的作用,又要与工件成为一体沿着自动线从一个工位移到下一个工位,进行不同工序的加工。
2 、工艺分析
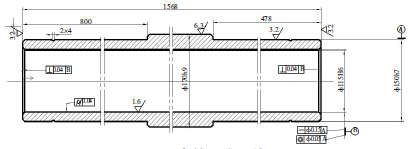
图1 套筒二维零件图
2.1 零件分析该零件为一套筒类零件,主要起支承和导向作用,其孔长与直径之比为13.6,属于典型的长套筒零件。其技术要求为:①孔的技术要求。Φ130 的孔与回转轴颈相配合,其直径的精度为IT6,内孔圆柱度误差不大于0.04mm,表面粗糙度为Ra1.6μm。②外圆表面要求。外圆与基座孔相配合,它是套筒的支承表面,其尺寸精度为IT7,形状尺寸精度控制在外径公差范围内。Φ168 外圆柱面的表面粗糙度为Ra6.3μm,Φ150 外圆柱面的表面粗糙度为Ra3.2μm。③孔与外圆的同轴度。内孔对两端支承外圆的同轴度允差为Φ0.05mm。④轴线与端面的垂直度要求。内孔轴线与端面的垂直度误差不大于0.04mm。
2.2 零件制造工艺经以上分析,确定零件加工工艺如表1 所示。
3 、夹具设计原则
机床夹具的主要功能在机床上加工工件时,通过夹具将工件固定在相应的位置上,同时,为了能够是工件在整个切削工序中,得到恰当的切削,就需要夹具控制的工件跟随机床切刀相对运动,并且二者之间要保持合理的位置。对于长套筒零件,为保证内外圆同轴度,加工外圆时,其装夹方式常采用下面两种:用顶尖顶住两端孔口的倒角;一头夹紧外圆另一端用中心架支承或一头夹紧外圆另一头用后顶尖顶住。加工内孔时,一般采用夹一头,另一头用中心架支承外圆。
本文的论述中,重点分析的是内孔加工的专用夹具,该夹具的设计要点,第一,要保证夹具的强度和刚度可以满足大部分零件切削加工的需要。第二,对于夹具的结构要求紧奏,占用空间较小,因为是实际车床切削零件时,如果夹具占用的空间较大,则会影响工序的正常进行。第三,夹具的制造成本要相对低廉,并且安装和操作也应简单,在实际使用过程中,可以有效降低切削工人的劳动强度。简要来说,夹具设计的基本要求有以下几个方面:①可以实现对工件的快速准确装夹,并且夹具自身在机床上快速定位和装夹。②操作方便省力,降低操作者的劳动强度,提高工作效率。③夹紧力在一定范围内可调,装夹可靠。④体积小、结构紧凑、便于工件装卸,易于加工、维护和清理。
4 、夹具设计
本设计的夹具结构二维图如图2 所示,主要由V 型座1、套2、定位套3、校正块4、连接螺钉7 和紧定螺钉8等构成。
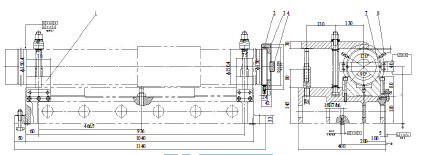
图2 夹具装配图
4.1 工件的定位在此道工序之前,两端面与主要外表面已加工完毕,因此在夹具设计时,外圆柱面的轴心线和一端面为定位基准,定位基准面是Φ150 圆周面及一端面,定位元件是2 个V 型块和定位套,即一夹一顶式,限制了5 个自由度。本设计中,V 型座1 的结构如图3 所示,其底座用螺栓固定在机床的工作台上;端面定位利用定位套3 和校正块4 实现,其结构如图4 所示。
4.2 工件的夹紧夹具使用时,先将零件放置在2 个V 型块定位槽中,并使其右端面顶在定位套3 中孔Φ160的右端面上,装上张紧板并拧紧张紧螺母将工件夹紧。张紧螺杆设计在套筒两端处,保证受力平衡。张紧板上端面的高度可以根据需要,通过调节拧紧螺母来控制工件上夹紧力的大小。另外,由于工件长度教长,在距V 型块466mm 处,增加了起支承作用的托架,以防止零件在加工过程中由于刚度不足引起的变形。
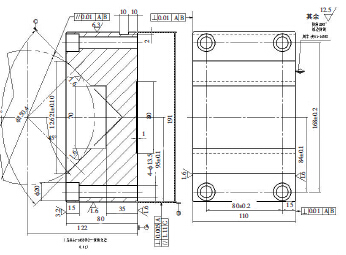
图3 V 型块零件图
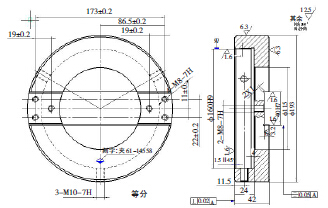
图4 定位套零件图
5 、夹具的使用效果
5.1 加工质量采用工装加工后,不但定位精确,而且由于各夹紧面都为面接触,夹紧可靠,而且有效地保护了工件已加工面,工件加工质量大大提高。通过现场多批次零件实际加工检验,该工装完全能够满足工件的加工精度要求,合格率达到100%。
5.2 效率及成本通过使用专用夹具,在实际切削作业过程中,可以使得工件固定的更加稳定,提高切削工作的稳定性和安全性,能够有效缩减辅助工时。另外,专用夹具的使用,还可以在很大程度上提高工件的刚性,使得切削工件的质量更加稳定,有效降低残品率、废品率,使得机床切削工序的整体成本得以降低。
5.3 劳动强度通过采用该工装进行产品加工,可以在一定程度上降低对技术工人工作技能的依赖,提高了操作的安全性和舒适性,有效降低了机床切削操作工人的劳动强度。
6 、结论
此套筒零件属于虽然结构简单,但是尺寸教大,通用夹具难以满足要求,因此根据实际情况设计了专用夹具,这样中夹具在固定工件时,能够以较快的速度进行装夹,提高工件的固定速度,大幅度降低辅助加工时间,从而有效降低机床零件切削的成本,而且此夹具使用方便,制造加工容易,成本也不高,也能很好地保证产品质量。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

