


T68镗床改造的实施探索
2018-6-25 来源:- 作者:陆雯
摘要:T68镗床是一种精密加工机床,目前的卧式镗床大多采用传统的继电器、接触器控制,电路复杂,生产率低下;本文利用PLC对卧式镗床控制线路进行改造,利用变频类型的选择主轴电机进行调速,最后结合触摸屏技术生成人机操作界面,在简化线路,提高系统可靠性,简化故障诊断与排故的基础上,使得系统的操作更具有直观性。
关键词:触摸屏技术;PLC;变频器;机电一体化;T68镗床
一、改造目的
第一,变频器控制T68镗床的目的。而变频器调速性能好,控制精度和调速的平滑性很高,能满足任何工况运行对传动速度范围和精度的调节要求,实现平滑无级变速。第二,PLC 改造 T68 镗床的目的。目前,机床对电气的控制也有了更高的要求,人们可以利用可编程控制器来取代传统镗床中的继电器、接触器控制的电路部分。第三,触摸屏技术引入的目的。触摸屏技术作为一种新型的人机界面,强大的功能及优异的稳定性使它非常适用于工业环境,还可以使机器配线标准化,简单化,也相对提高整套设备的附加价值。
二、改造思路
第一,变频器改造。当控制线路中有按扭或位置开关动作,将有相应的输入信号输给可编程控制器,立即有相应的输出信号输给变频器,再由变频器输出相应的信号控制电机的正反转和高低速变速转换。
第二,PLC 改造。通过对 T68 镗床电气所有硬件部分接线方式的了解与认识,从实际连线出发掌握镗床的工作原理以及各机械部件的动作方式。然后按照其接线画出相应原理图,并对其进行注释。对原理图作进一步的分析,将所有的机械动作原件转换成以 PLC的软件控制。
第三,触摸屏改造。构建触摸屏界面,直接操作触摸屏上的操作按钮,实现对电动机的直观控制。
三、改造实施过程
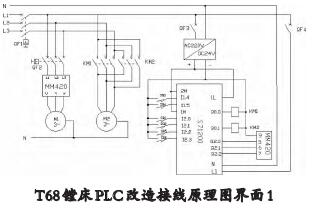
第一,MM420变频器对T68镗床主轴变速进行改造。在 MM420 变频器中输出接口用到了Q2.0,Q2.2,Q2.2分别所控制的是 M1 的低速运转、高速运转和正反转控制,并且产用的是外部控制。
2、MM420变频器参数恢复出厂设置
3、PLC 控制变频器驱动电动机高低速正反转操作参数设置目标:P0003=2,P0700=2,P0701=16,P0703=12,P1000=3,P1001=20.00(低速运行
第二,PLC 对 T68 镗床控制线路的改造。频率为 20Hz),P1002=30.00(高速运行 频 率 为 30Hz),P1120=1.50,P1121=1.00。其一,PLC的选择。人们所运用的传
统 T68 镗床输入端一共有 12 个,输出端有6 个。选用型号为 FX2N-24MR 的可编程序控制器。其二,保留及改造部分。当采用PLC 实现对 T68 镗床的电气改造时,照明、变压器及相关电路保持不变,原继电器控制系统中的行程开关改为 PLC 的输入设备;接触器线圈为 PLC 的输出设备。保留控制部分所有的按扭和位置开关,作为可编程控制器的信号输入部分,按照正常使用镗床操作流程,通过可编程控制器编程,输出相应的输出信号,控制变频器实现高低速,正反转。
其三,PLC对T68镗床改造后的I/O分配。输入:SQ1,高低速转换开关;SQ2,变速冲动;SQ3,主轴电机限位开关;SQ4,工作台限位开关;SQ5,快速进给电机正转;SQ6,快速进给电机反转;输出:Q2.0,5(变频器引脚),变频低速运行;Q2.1,6(变频器引脚),变频高速运行;Q2.2,7(变频器引脚),变频正/反转;Q0.0,KM1,进给电机正
转;Q0.1,进给电机反转;其四,调试过程主要包括两部分的运行调试:(1)主轴电机的启动与停止控制:包括主电动机的正向点动、反向点动、正向低速转动、反向低速转
动、正向高速转动和反向高速转动六种旋转运动方式,还有就是停车制动;(2)主轴及进给的变速控制,具体调试过程见后面的调试录像链接。
第三,触摸屏改造。根据项目功能要求 ,人 们 已 经 选 用 了 FX2N 系 列 PLC 与MT500 触摸屏控制,通过触摸屏实现整个过程的自动控制。
第四,运行调试。将组态程序下载到触摸屏后,使PLC 与触摸屏连接,接通电源进行调试。见调试录像展示,按下 Ctrl 的同时,按下链接播放调试运行过程。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

