


镗床异类零件镗孔加工误差分析
2022-1-17 来源:天津航天机电设备研究所 作者:樊鹏飞,张刚
摘要:普通镗床在零件镗孔、攻丝以及钻孔等方面具有非常大的优势。但实际上,由于各种操作因素,导致加工得到的产品出现误差不能满足要求。基于此,本文以具体异类零件作研究对象,在详细分析零件加工基本尺寸和工艺要求基础上,分析了普通镗床在加工零件中主要误差来源和存在误差种类,通过分析论证,给出了解决异类零件加工误差的针对性措施,以期为提高普通镗床的加工精度提供指导作用。
关键词:普通镗床;异类零件;加工误差
异类零件作为特殊部位关键零件,其配合孔通常要满足加高要求和尺寸精度,利用普通镗床灵活性和精准性对异类零件加工是非常合适的,特别是在普通镗床上镗孔,可以大幅度降低加工误差。通常情况,利用普通镗床加工尺寸精度可以达到 IT3,而表面粗糙度则可以达 Ra0.8μm,精细操作甚至可以做到小于 Ra0.8μm。但在实际加工过程中,会产生较大误差,尤其是深孔与薄壁零件加工,技术难度较高。本文以异类零件加工为研究实例,讨论分析普通镗床排查加工误差的措施。
1、镗床异类零件的工艺性分析
1.1 异类零件基本加工尺寸
本文以斜接的加工为例,来分析异类零件在加工过程中产生的一些误差,加工零件如下图 1 所示。工件材料选用铝合金, 毛坯材料选用铝,工件是一个斜接, 底面尺寸为 120x110mm,倾斜角度为51.5°±0.1°,斜孔中心长度为 100mm,孔径外壁直径为 φ63,内径为 φ60,具体加工精度详见图 2 和图 3,加工工艺路线如下。

图 1 异类零件加工成品
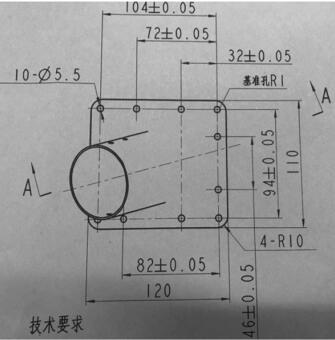
图 2 异类零件加工精度俯视图
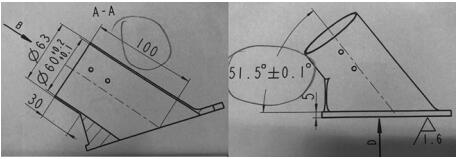
图 3 异类零件加工精度侧视
斜接加工工艺:
(1)找正和计算。根据零件计算结果转动转台找正孔中心,然后拉表找正孔中心。其中,关键两个过程是通过余弦值和正弦值来计算反推得到加工的调整角度,即折线与平面夹角 α 以及折痕射影与底边的夹角 β。
(2)衬套的加工工艺如下所示:镗端面 - 打中心孔 - 粗镗外圆 - 半精镗外圆 - 精镗外圆 - 粗镗孔 - 半精镗孔 - 精镗孔。
(3)工件的夹紧与定位,选用利用辅助工装进行装夹。
1.2 异类零件产生误差的来源
(1)镗床的几何误差。几何误差主要三个因素为:
①导轨误差。导致该误差的原因有三种,一是导轨使用时间过长,磨损使得导轨在工作中产生误差;二是主轴回转误差。镗床主轴是装夹零件的结构,当主轴回转出现误差时,最终会将误差在其加工的零件上表现出来;三是传动链误差。该误差主要是由传动链非正常运转导致的,一般造成的是镗床整体误差。
②刀具误差。本文异类零件加工所采用的刀具是自制的,自制刀具能够针对镗削工件具体尺寸定做,具有很高的灵活性,可以自磨刀具角度。另外,相比成品刀具,自制刀具每把价格低 2000 元左右。但是,刀具本身材料、切削量不对、几何参数不一致等问题对刀具质量具有较大影响。在零件加工中,这些问题会导致零件尺寸出现误差。
③定位误差。这种误差有两个来源,第一是零件设计基准。在设计绘制零件加工图纸过程中,标注尺寸过程中所造成的误差,使零件点、线、面等位置基准不对;第二是工艺误差。在实际加工时,要是没有按照既定加工工艺进行加工,通常会导致异类零件出现问题,特别是异类零件加工,找正计算非常烦琐,容易出现定位误差。
④调整误差。加工过程就是一个调整过程,在加工中要调整零件以满足加工要求,对操作要求较高,但是,对于不同操作人员,这也是调整误差的主要来源。所以,在上述情况无法保证情况下,加工系统是需要进行必要调整的。即普通镗床加工零件,工具不会存在主观误差,唯一影响主观影响是人为调整过程。
2 异类零件加工误差的成因及解决方法
(1)异类零件加工中容易产生尺寸精度误差。①由于人为操作因素,在实际加工时,会出现测量或量具不准的情况;②自制刀具质量差,刀具在使用中出现磨损会产生积屑瘤,结果造成刀尖长度增加,使异类零件镗孔变小;③镗刀装夹不对,刀杆与零件孔壁接触,加工时镗刀插入零件,导致加工镗孔变大;④经过粗镗后的零件进一步精镗时,此时,异类零件加工是在高温环境中进行,当冷却后,镗孔收缩,孔径变小。
(2)异类零件加工中容易产生圆度、锥度误差等。圆度误差:①本次加工加工异类零件材质为铝,加工壁厚仅为 3mm,当夹具夹紧零件后,由于零件产生弹性形变而导致棱圆问题;②零件材料组织存在局部不均匀问题。加工余量不一致等,都会导致圆度误差;③零件在旋转中出现不平衡,主轴间隙太大或者轴颈不圆。锥度误差:①计算错误,零件没有找正中心;②自制刀杆刚性差,出现让刀现象;③主轴回转轴线歪斜偏离,导致与导轨不平行;④同一工件加工过程中,刀具发生较大磨损。
(3)工件变形问题。①工件在装夹中出现操作误差;②精镗过程中,零件处于高温工作条件,待其冷却后,产生形位误差;③刀具长时间加工,高温导致刀具热形变,造成零件形状误差问题;④薄壁异类零件在加工中受到刀具力作用而产生形变;⑤刀具切削用量以及几何参数选择不合理。
(4)表面粗糙度误差。①切削用量选择不合理;②加工时,异类零件与刀具刚性不足或刀具伸出太长引起振动;③刀具几何角度不当,镗刀刃磨不好;④刀尖低于异类零件几何中心。
2.2 误差排除措施
(1)排除尺寸误差措施。①正确合理选择量具,测量时避免人为误差。另外,零件温度不能太高;②在装夹镗刀时,要选择合理刀杆,正确安装,避免影响镗孔的精度。要先试刀,走一遍检查刀具安装是否合理;③切削液和切削速度要合理设置,不能太快也不能太慢,并且要增大前角,使积屑及时排除,对于刃磨刀具则要重新对刀;④在精镗之前,要保证零件温度不能太高,否则,应该冷却后再进行加工,从而减少由于金属热膨胀造成的尺寸误差;⑤预留足够镗削余量,避免出现钻孔打歪。
(2)排除圆度误差和锥度误差的措施。圆度误差排除措施:①装夹方法要合理,保证异类零件受力均衡分布;②对主轴径向轴承进行调整,修复轴颈圆度;③加工中要集中注意力,及时进行平衡校正。锥度误差排除措施:①加工前,根据计算结果认真找正工件中心;②减小切削量或者提高刀具刚度,自制刀具要保证切削刃锋利;③调整主轴箱位置确保主轴轴线与导轨平行;④刀具可以采用性能较好材料,如硬质合金材料等。
(3)排除工件变形的措施。①改变装夹方法,对于薄壁异类零件,可以使用软件卡爪或者增加夹具与零件接触表面积;②加工过程会使零件升温,所以加工中要时刻注意,一旦温度过高需要进行冷却处理,减少热变形导致的误差;③刀具长时间加工过程需要保证有充分的冷却液;④合理改变刀具角度,对薄弱部位提高工艺刚度,同时,可以将加工过程分为粗镗、半精镗以及精镗等过程,减少加工形变;⑤粗镗和精镗中间要预留一定时间,冷却后重新预紧工件,保证零件受力良好,不至于引起较大形变误差。⑥加工异类薄壁零件时,刀具刀刃需要锋利,并且修光刃不能太长,宜为0.2~0.3mm。
(4)排除表面粗糙度误差措施。①合理降低切削用量。精镗时,进给量不要太大,切削速度要恰当,从而达到提高加工零件表面粗糙精度目的;②提高刀具刀杆刚度,扩大刀杆截面积,同时,降低切削速度;③加工时要根据零件加工外形合理制作道具几何角度,合理增大主偏角、千角等,避免道具与零件表面产挤压现象;④道具安装时,要控制好刀尖位置,精镗过程中要保证刀尖稍高于零件中心。
3、结语
综上所述,异类零件在镗孔加工过程中,为了避免出现较大加工误差以满足零件形状与精度等要求,应该选择合适的刀具和加工工艺,并且零件装夹需要合理选择。不仅如此,加工前还应该详细计算出合理的加工刀具长度与几何形状,找对加工回转角度,充分考虑冷却排削问题,以保证薄壁异类零件加工质量不受影响,从而能够保证异类零件加工满足技术要求。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

