


提高镗床上深孔钻削加工效率的研究
2022-12-22 来源:宝鸡石油机械 国家油气钻井装备工程研究 作者:刘永社
摘要:针对镗床上加工大于10倍径深孔过程中出现的问题进行研究,自主设计了一种简单、实用的三通接头,将其安装在镗床的冷却系统中。将生产现场的高压气体引入机床的冷却系统,从而达到冷却液在雾化的状态下对加工刀的切削部位进行冷却,并及时带走加工的铁屑,降低刀具的切削温度,提高刀具转速,从而实现深孔在镗床上的高效加工,为深孔的加工开辟了一条新的加工途径。
关键词:自主设计;三通接头;深孔;加工效率;加工途径
0 引言
随着机械加工技术的发展,大于10倍径的深孔在机械加工中越来越频繁。我公司在加工一种大于10倍径深孔的产品时,因为其外形结构的限制,只能在钻床或着镗床上进行加工。在钻床上加工排屑困难,深孔加工效率低;在镗床上加工,排屑稍微有所改善,但是随着孔深的增加,排屑问题依然成为了影响其深孔加工效率的最大问题。
目前,公司深孔的加工根据加工产品的外形结构,回转体类产品在专用设备上加工,非回转体或一些异形件采用专用的装置进行加工。使用专用的装置进行加工时,不仅需要购买专用的装置,而且需要购买专用的磨刀设备,使用时需要安装专用装置,准备工作繁琐,影响产品加工效率。
为了解决上述问题,对现场镗床设备在加工深孔时的情况进行研究,以实现此类产品深孔加工在镗床上不采用专用装置的情况下,依然能进行高效加工的方法。摆脱镗床上深孔加工对专用装置的依赖。
1 、影响镗床深孔钻削加工效率提高原因
1.1 刀具冷却
在钻孔加工过程中,加工工具必须能够传递足够的冷却液压力。压力越大,排屑速度越快,钻孔速度越快。通过现场的生产加工发现,镗床在加工深孔时,如果采用普通的麻花钻进行深孔加工时,刀具加工部位只能在加工孔口时得到有效的冷却,随着孔深的增加,深孔内部冷却液不能直接到达刀具的切削部位,而是顺着刀具的排屑槽流入刀具的加工部位,冷却液没有压力,因此不能实现传递足够的冷却液压力,排屑的速度也不能得到改善。
如果采用带内冷却的机加钻头进行深孔的加工时,冷却液通过刀具内的长流道可以到达切削部位,但压力依然很小,排屑的速度没有明显加快,对提高机床的加工效率没有明显的改观。刀具的切削部位得不到有效的冷却,使得刀具的温度居高不下。在这种情况下,如果采用提高刀具的转速或者进给速度来提高深孔的钻削加工效率,就会造成刀具损坏,而无法实现加工效率的提高。
因此,刀具的切削部位的冷却是影响镗床深孔钻削加工效率提高的一个原因。
1.2 铁屑形状及排屑方式
正确的切屑形状和大小及有效的排屑对于成功的深孔加工(深孔钻削)而言至关重要。要提高深孔钻削的加工效率,切屑的分断最重要。在镗床上进行钻孔加工时,无论是采用麻花钻头还是采用带内冷却的机加钻头,都必须保证在钻削过程中能够进行正常排屑,在不使用专用装置的情况下,钻削加工的正常铁屑形状为条状,这种条状的铁屑排屑速度慢,而且易缠绕在刀具上,机床的转速低,加工效率低。
为了提高加工效率,使铁屑的形状为细小分断,增大机床的转速和进给,使铁屑的形状成为细小的崩碎屑,这种形状的铁屑依靠冷却液无法将其带出深孔,导致其在深孔内堆积,造成了切削热增加。而且这些不易排出的铁屑,在刀具旋转的过程中,极易产生夹屑,造成刀具和孔壁拉伤,甚至会造成刀具损坏。因此,铁屑的形状及排屑方式也是影响镗床深孔钻削加工效率提高的一个原因。
2 、解决的方法及措施
2.1 解决的方法
从上面的影响原因可以看出,要提高镗床上钻削加工效率的问题,需要解决2个问题:1)解决刀具的冷却问题;2)解决铁屑的形状及排出问题。为了解决上述2个问题,从刀具的快速冷却和快速排屑两方面的问题进行研究,增加冷却液的压力,从而达到增加排屑速度的目的。要实现这个目的,对这两方面的问题进行了分析,要提高镗床钻削加工效率,可以采用增加机床转速和进给来实现单位时间内去除材料的量得到增加。提高加工参数,就会导致铁屑的形状发生变化,从而形成我们需要的细小分断的崩碎屑。
这种铁屑形成后,要解决的问题就转换为如何高效地冷却和排屑问题。通过前面的分析可知,要实现高效的冷却和排屑,必须使冷却液具有足够大的压力,这样才能实现高效的钻孔加工。仅依靠机床冷却系统的压力,是不可能的。在这种情况下,采用了将机床外部的高压气体引入机床的冷却系统,增加其冷却系统的压力,从而实现使冷却液具有足够大的压力的目的。
要将外部的高压气体引入机床的冷却系统,需要一个三通接头就能实现将高压气体引入机床的冷却系统。如果使用普通的三通接头简单地将高压气体引入冷却系统,那么外部高压气体的压力大于机床冷却系统的压力,就会出现冷却液无法到达切削部位,只有高压气体可以到达刀具的切削部位,这种情况等同使用风冷进行降温,没有达到最佳的冷却效果。
通过研究分析,自主设计了一种简单、实用的组合三通接头(如图1),将其安装在机床的冷却管路上,将车间的高压气体引入冷却系统,使冷却液变成了一种具有一定压力的气雾直达刀具前端的切削部位,这样相同时间内流过刀具切削部位的气液速度增加,可以有效地降低刀具切削部位的温度。同时通过提高刀具的转速和进给速度,改变铁屑的形状为崩碎屑,以便带有压力的冷却气雾将铁屑直接从孔内吹出孔外,使深孔内不再有铁屑堆积,消除了铁屑堆积造成的刀具温度升高,避免了刀具在高速加工中产生夹屑情况,通过采用这种方法有效地解决了刀具的冷却和铁屑的排出问题。

图1 组合三通接头
2.2 解决的措施
根据以上的思路,自主设计了一种特殊的组合三通接头,其结构和原理如图2所示。
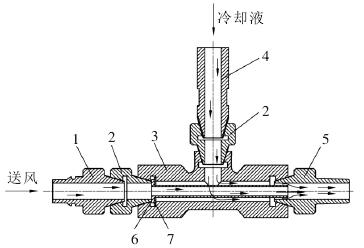
1.快接接头 2.转换接头 3.三通接头 4.接管 5.连接接头 6.导风接管 7.密封垫圈
图2 组合三头接头的结构及原理
其工作原理是高压气体通过送风端及导风管流出三通,在三通和导风管之间形成一个负压腔,这样冷却液从三通的冷却液端流入三通腔体内,与高压气体混合,一起通过连接接头5进入刀体的流道内,这些冷却液和高压气体混合物,在刀具出口处压力得到释放,从而将冷却液以雾状的形式喷射在加工刀刃上,使加工刀具的刀刃在加工过程中始终得到最佳的冷却状态。
同时,由于这些气雾状的冷却液带有压力,不断地从刀具的流道中进入钻削的孔内,然后从钻头的前端通过排屑槽向外流出,并将加工中产生的崩碎屑带出深孔外,使深孔干净通畅,不会有大量的铁屑堆积。这些不仅消除了铁屑中的热量向刀体的传递,而且还消除了刀具高转速的夹屑情况,有效地解决了镗床深孔钻削刀具冷却和排屑的问题,大大提高镗床深孔钻削加工的效率。在现场的应用中,对一种孔径为42 mm、孔深500mm的产品进行了测试(如图3),在测试过程中,加工刀具的转速从原来的
30~40 r/min提高到400 ~500 r/min,加工效率比原来提高了10~16倍多。

图3 现场测试效果
3 、结语
采用上述的方法,有效地提高了镗床上深孔钻削加工的效率,为大于10倍径深孔的加工开辟了一条新的加工方法。摆脱了在镗床上进行高效深孔加工对专用装置的依赖。此方法中所需要的三通接头制造简单、安装方便,能将生产加工现场的资源充分利用起来,已经在生产现场进行了推广应用。在镗床上应用此方法进行深孔加工,具有重要的实际意义。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

