


碳化硅反射镜安装面电火花平动加工工艺研究
2017-2-24 来源:南京航空航天大学机电学院 作者:王昆 汪炜 耿其东
摘要:针对大型SiC 反射镜的加工需求,提出了一种电火花平动加工工艺。通过改造电火花线切割机床,搭建了加工实验平台,设计了采用内部高速高压冲液方式的电火花平动加工电极。在此基础上,以大型SiC 反射镜为加工对象进行实验,验证了该工艺方法的可行性。
关键词:平动加工;阵列电极;电参数
近年来, 电火花加工技术得到了迅猛发展,在模具制造、航空、汽车电子、轻工仪表等领域获得了广泛的应用,并正在向着高效化、微细化、精密化、智能化、自动化方向发展[1]。
空间飞行器是航天技术的研究热点,其运行依赖于光学系统。光学系统的外形结构一般采用反射式,其中最关键的部分就是反射镜。碳化硅(SiC)材料是一种发展了近50 年的新型材料, 具有优越的综合性能,如热膨胀系数小、导热系数高、弹性模量高、密度较低、耐热冲击性良好、尺寸高度稳定、机械性能及热性能各向同性良好。由于上述特性在空间反射系统中能发挥十分重要的作用,因此碳化硅反射镜越来越受到国内外研究人员的重视[2]。
由于SiC 材料的高硬脆性, 碳化硅反射镜用传统的机械磨削方法很难加工[3],因此,本文提出了一种电火花平动加工方法,并对碳化硅反射镜进行粗加工,以证明其可行性。
1.电火花平动加工实验平台
1.1 加工原理
所谓电火花平动加工,就是工具电极相对工件在平面内做二维轨迹运动。图1 是电火花平动加工字理图。电火花平动加工时,工具电极和工件分别接脉冲电源的正、负两极,保持一定的间隙,并对间隙进行稳定充液, 即可得到持续稳定的放电效果。当一定大小的脉冲电压施加到电极两端时,极间距离最近的两点间的介质被击穿, 从而形成放电通道。极间电场使放电通道内的电子和正离子分别奔向电源的正、负极,且正、负极表面分别成为瞬时热源,达到很高温度,进而使工作液气化,金属材料熔化汽化。热膨胀造成很高的瞬时压力,形成气泡,并将金属液体和蒸气排挤和抛出到工作液中,从而去除了材料。随着脉冲电压的结束,脉冲电流迅速降为0, 脉冲放电结束。之后的脉间便是消电离的时段,放电通道中的带电粒子复合为中性粒子,且介质恢复绝缘强度[4]。工具电极平动使放电点不断转移,放电通道随着电极移动,达到平面加工的效果。
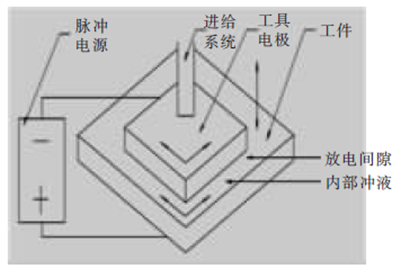
图1 电火花平动加工原理图
1.2 实验平台
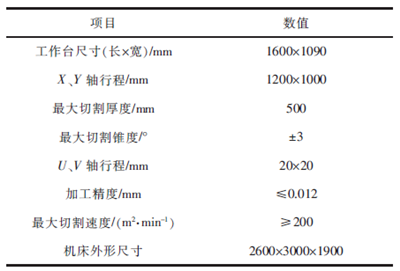
电火花平动加工工艺的实验平台由大型电火花线切割机床改造得到[5-6]。当进行电火花平动加工时,工具电极可在平面内运动,同时和工件作相对运动。电火花线切割机床的主要技术参数见表1。
表1 电火花线切割机床技术参数
实验平台见图2。机床改造过程如下:将工具电极安装在电火花线切割机床的线架一端。电极材料选用石墨,形状为块状。石墨电极安装在铝合金板上, 铝合金板通过一块塑料板与步进电机相连,步进电机通过一安装板安装在线切割机床的线架一端。步进电机、驱动器及可编程电机控制器等组成微进给系统,可完成工具电极向下的微进给。此外,铝合金板通过快插接头接水泵,水泵将工作液通过快插接头高速喷向铝合金下的石墨电极进行冲液。电火花平动加工所用的脉冲电源为专门定制的电火花磨削电源。
2.工具电极的设计
工具电极所用的材料主要有紫铜和石墨。石墨电极因其导电性好、密度小、价格低等特点,在电火

图2 电火花平动加工实验平台
花放电加工中应用得越来越多。本实验所用的石墨电极见图3,石墨采用板状结构,中间铣槽,槽与槽交叉呈井字形,将板状电极分成一个个方形的小电极,呈阵列状。工作液从槽中高速流过,可将电火花放电产物迅速排出并且迅速冷却消电离。更为重要的是,这种设计可减少极间的“潜布电容”[7],使放电更顺畅,提高加工质量。
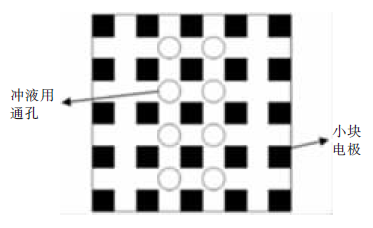
图3 工具电极
众所周知,电火花加工时,如果工具电极面积较大,放电会很难,且能达到的表面粗糙度也较差。这是由于工具和工件相当于电容器的两个极,具有“潜布电容”,相当于在放电间隙上并联了一个电容器。当小能量的单个脉冲到达工具和工件时,电能被此电容吸收,只能起到充电作用,却不会放电。只有当多个脉冲累积充电达到较高的电压,储存了较多的能量后,才能引起击穿放电,这时因为能量较大,放电凹坑也较大。因此,理论上加工所能达到的表面粗糙度较差。但当电极形式采用上述设计时,便可将原来的大电极分成数个小电极,从而相当于在多处同时进行小电极电火花加工,也就避开了大面积加工的各种弊端。
3.电火花平动加工的运动系统及数控编程
电火花线切割机床工作台X、Y 两个方向可作相对运动。当机床控制器每发出一个脉冲时,工作台就移动一个脉冲当量(0.001 mm),2 个方向的运动均可通过编程实现;另外,通过摇动X、Y 两个方向的手柄,同样可实现工作台的位移。而机床线架上的导轮、排丝轮具有可维持电极丝沿一定轨迹高速、往复运动的功能。锥度的调节依靠锥度调节装置实现,简单地说,是在线架的一端安装2 个小的步进电机,通过步进电机控制线架端部水平方向的运动,从而做出U、V 轴方向的运动,实现锥度切割。由于工具电极通过安装板安装在锥度装置上,因此可实现U、V 方向的平动。
这样, 在利用线切割机床的数控程序编程、实现工具电极和工件沿着一定路线相对运动的同时,还可利用程序控制电火花平动头作平动运动。此外, 还可通过修改程序对其运动轨迹进行控制,从而利用形状简单的小尺寸电极加工复杂形状的大尺寸工件,同时使放电面积减小,改善放电时的冲液情况,对电蚀产物的排除也十分有利。
电火花线切割机床控制部分采用的是HF 线切割数控自动编程软件系统, 该系统智能化程度高,且可实现图形交互。用户可借助绘图界面上简单易懂的功能, 在界面上画出所需的最终零件形状,并结合工艺要求处理所画的零件图形。但如需实现的轨迹较复杂,将给绘图及后处理带来困难。因此,本文将手动编写G 代码,并将其导入执行(图4)。

图4 程序执行界面
4.电火花平动加工实验
首先,对碳化硅反射镜的内圈进行磨削,但磨削内圈并不是走一个圆轨迹,而是采用数个小圆轨迹,每个小圆轨迹相互交叉,从而组成一个大圆。内圈由12 个小圆组成,每隔30° X、Y 轴走一个小圆,每走一个小圆的同时,U、V 轴平动走一个小圆,这样便可将内圈加工出来(图5)。工具电极的中心沿着黑色的十二边形直线插补, 并在12 个位置走小圆轨迹。由于工具电极有一定大小,所以它大致走出了大圆的区域轨迹。
加工时发现,工作液中产生了大量气泡。其中,石墨电极附近产生的大量气泡随着冲液的作用四散飘走, 而加工区域也有大量气泡附着在工件上,慢慢消散(图6)。这是因为加工采用的是水基工作
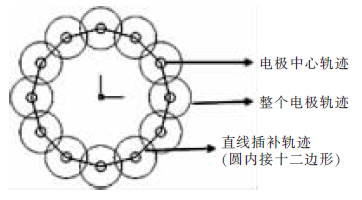
图5 加工轨迹
液冲液,它有一定的导电性,电解作用难以避免。在本实验中,石墨电极附近产生的气泡为氢气,因此这些气泡产生后在冲液的作用下迅速分散开来。而反射镜内圈产生的气泡为氧气,因此这些气泡会短时间地附着在反射镜内圈。
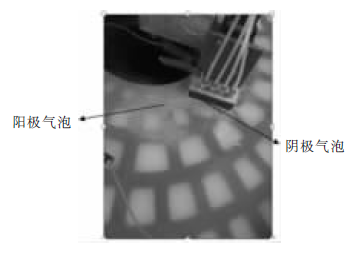
图6 电解气泡
内圈完成电火花粗加工后,经测量得到其表面粗糙度为Ra5.0 μm,平面度约0.05 mm,验证了电火花平动加工碳化硅反射镜的可行性。
5.结束语
电火花平动加工方法可完成对大口径碳化硅反射镜平面的粗加工,具有良好的研究应用价值。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

