


梯形螺纹加工中宏程序应用
2018-8-14 来源:转载 作者: 张广君,蒲 城,魏忠才
摘 要: 在普通车床上加工梯形螺纹有一定的难度并且需要较高技术; 在数控车床上加工梯形螺纹需要懂得编程。采用宏程序左右进刀法切削梯形螺纹,就能实现不同参数的多种梯形螺纹加工,只需稍加改动即可实现,并且减少了程序编辑的繁琐。
关键词: 梯形螺纹; 加工方法; 宏程序
0 、引言
在现代机械加工制造业中,数控车床的应用越来越广,而传动的梯形螺纹( 与三角形螺纹相比精度要求较高) 在普车上加工有一定难度,要求操作者有较高的技术,而螺纹加工精度受机床本身精度影响。数控车床本身定位精度 0. 01 mm 和重复定位精度 0. 005 mm 都高于普通车床。所以为加工梯形螺纹提供了良好的基础,加工零件的精度和加工效率优于普车。
1 、梯形螺纹零件的加工工艺
用 FANUCOi Mate - TD 系统 CK6132 机床加工梯形螺纹,如图 1 所示 Tr36 × 6 梯形螺纹。长为 60 mm,表面粗糙度 Ra = 3. 2 μm,工件材料为 45#钢。为保证螺纹加工精度,应注意以下几方面:(1) 加工前对机床进行精度检验,以确保机床精度能满足螺纹加工的需要。(2) 数控加工螺纹程序中 F 值表示螺距或导程,主轴转速太高换算后进给速度( mm/min) 将超过正常值而使加工困难,所以宜定为 120 ~ 150 r/min 为好。( 3) 加工螺纹时,刀具在其移动的开始和结束都受伺服系统升降频率、数控装置、插补运算速度的约束,可能因主进给运动“超前”“滞后”导致开始、结束部位的部分螺距不正确,所以在程序中必须考虑刀具导入长度和导出长度。
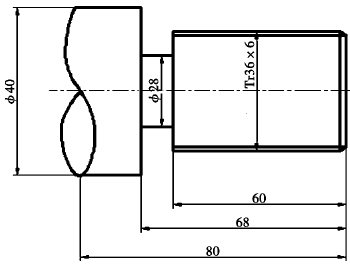
图 1 T 型螺纹零件图
(4) 正确安装螺纹车刀。刀具安装时垂直工件,如不垂直会造成加工出的牙形角倾斜,因此装刀时,用螺纹角度样板校正车刀左右位置,使对称中心与工件轴线垂直刀尖与工件中心等高。数车上加工螺纹指令众多,一般情况下采用低速切削,用 G76 指令斜进法或用 G92 指令直进法加工,它们编程优点是简单易懂,但对机床刚性要求高,缺点是容易扎刀,在精加工时空刀次数多,浪费时间。现介绍一种运用宏程序左右借刀分层切削可避免直进法和斜进法的缺点。分层切削法其原理如图 2 的 C 图先将螺纹刀 X 向进刀,走螺旋线后,刀具退回起点。移动 Z 轴再 X 向进刀,走螺旋线,刀具退回,如此反复到进刀深度为止。其方法使刀具一边受力工作平稳,不易扎刀或产生振动。另一方面,它将进刀过程规律化,方便系统计算,利用宏程序变量,实现梯形螺纹的参数化编程与加工。
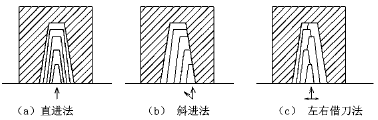
图 2 加工方法及走刀规律
2 、梯形螺纹的计算
国标规定梯形螺纹的牙型角为 30°,代号用字母 Tr 表示。左旋螺纹在尺寸规格之后注“LH”,右旋不注。梯形螺纹各部分名称、代号及计算公式表示如表 1:
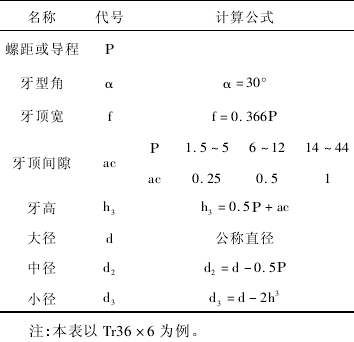
表 1 梯形螺纹各参数计算公式
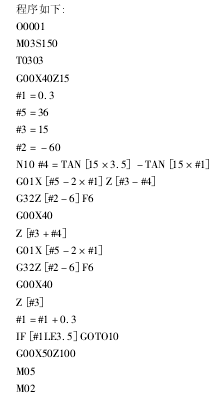
3、 参数确定及编程
利用宏程序采用左右借刀分层切削法加工,分粗车和精车两部分,刀具选用涂层可转位机夹刀。程序变量名称及取值如表 2。
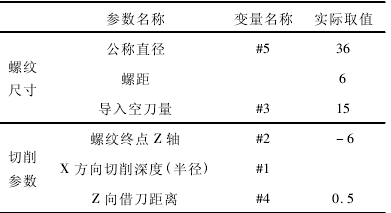
表 2 程序变量表
4 、结束语
通过对比试验,采用标准刀具用宏程序加工梯形螺纹更精确稳定,特别是一个程序稍加修改,可用在多种不同尺寸的梯形螺纹上,也可用于蜗杆、大模数蜗杆,而英制梯形螺纹的加工更显示出编程的优越性。
来源:中国矿业大学 大学生创新训练中心, 中国矿业大学 总务部
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

