


浅谈 CA6140 型车床 PLC 控制系统设计
2020-6-2 来源:大连农业科学职业技术学校 作者:乔明亚
摘要: 本文介绍了 CA6140 型普通车床的主要结构及工作原理,详细分析了其电气控制线路,针对接触器-继电器控制系统的诸多缺点,提出了基于欧姆龙 CP1E 型 PLC 对原控制系统升级、改造的设计方案,对设计中要遵循的原则、设计方法、注意事项进行了阐述。
关键词: CA6140 型车床; 电气控制; PLC; 设计
1 、CA6140 车床概况
CA6140 型车床是我国自行设计制造的普通车床,是一种功能多、使用面广的金属切削机床,能够车削外圆、内圆、端面、螺纹、切断及割槽等,是机械加工业和学校学生实习常用机床。
1. 1 CA6140 型车床主要结构及工作原理
CA6140 型车床的结构主要由床身、主轴变速箱、挂轮箱、进给箱、溜板箱、溜板与刀架、尾架、光杠和丝杠等部分组成,车床的主运动是工件的旋转运动,它是由主轴通过卡盘或顶尖带动工件旋转。电动机的动力通过主轴箱传给主轴,主轴一般只要单方向的旋转运动,只有在车螺纹时才需要用反转来退刀。主轴电动机的正反转不是通过电气方法实现,而是采用多片摩擦离合器的机械方法实现。
1. 2 CA6140 型车床接触器-继电器控制电路缺点
CA6140 型车床电气控制采用传统的接触器-继电器有触点控制方式,由于接触器频繁动作导致下列问题:
( 1) 逻辑控制通过机械触点开关实现,反应速度慢。
( 2) 触点易被电弧烧坏而导致接触不良。
( 3) 接触器的控制被固定在线路中,功能单一、灵活性差。
1. 3 PLC 应用于车床控制电路优点
( 1) 可靠性高及柔性强。
( 2) 通用性、适应性强。
( 3) 完善的故障自诊断能力且维修方便。
2、 CA6140 型车床 PLC 控制系统设计
在设计 PLC 控制方案时应满足以下三个要求: 一是要保证设备的可靠运行; 二是要达到最佳的性价比; 三是在满足前两项的前提下,具有一定的先进性,能根据生产工艺的变化扩展部分功能。基于 PLC 对 CA6140 车床进行电气改造要保持原车床的基本操作功能不变。车床原配的按钮、限位开关、变压器、指示灯、热继电器、接触器等电器均可保留再利用。
2. 1 CA6140 型车床电气控制原理分析
CA6140 型车床的电气控制原理图如图 1 所示,我们对原理图进行分析:
( 1) 主回路: 主回路共有三台电动机: M1 为主轴电动机,带动主轴旋转和刀架作进给运动; M2 为冷却泵电动机,用以输送切削液; M3 为刀架快速移动电动机。将钥匙开关向右旋转,再扳动断路器 QF 将三相电源引入。接触器 KM1、KM2、KM3 分别控制主轴电动机 M1、冷却泵电动机 M2、刀架快速移动电动机 M3。热继电器 FR1、FR2 作为主轴电动机和冷却泵电动机过载保护,刀架快速移动电动机因是点动控制短时工作的小功率电动机,所以未设置过载保护。FU ~ FU6 作为相关回路的短路保护。
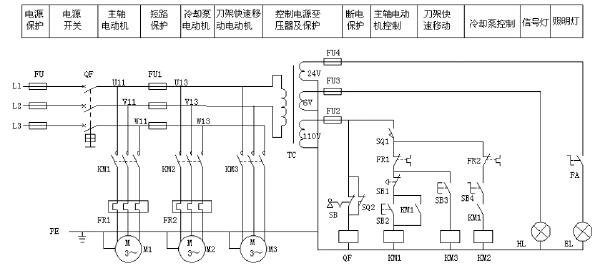
图 1 CA6140 型车床电气控制原理图
( 2) 控制回路: a. 主轴电动机 M1 的控制: 启动,按下 SB2,KM1 线圈得电吸合主触点闭合,主轴电 M1 起动同时辅助常开触点闭合实现自锁; 停止,按下停止按钮 SB1,接触器 KM1 线圈失电 ,其主触点和辅助触点均断开 ,主轴电动机停转。b. 冷却泵电动机的控制: 当接触器 KM1 吸合,主轴电动机 M1 起动后,旋转开关 SB4 闭合,接触器 KM2 得电吸合,冷却泵电动机M2 起动; 旋转开关 SB4 断开,接触器 KM2 失电,冷却泵电动机M2 即停转。同时 M2 与 M1 是联锁的,M1 停转后 M2 也会停止运转。c. 刀架快速移动电动机的控制: M3 的控制由 SB3 点动控制实现。按下 SB3,KM3 线圈得电,主触点闭合,M3 起动; 松开 SB3,KM3 线圈失电,KM3 主触点复位,M3 停转。
2. 2 PLC 选型
选择 PLC 的基本原则是在满足控制要求的前提下力求最高的性价比,并有一定的先进性和良好的售后服务。根据以上的分析我们了解到: 系统的输入/输出点数不多且全部为开关量控制; 系统对控制的响应速度、存储容量等没有特别的要求;I / O 点数按照实际 I / O 点数再加 20% ~ 30% 的冗余量来确定,选择欧姆龙 CP1E-E14DR-A 小型一体式 PLC,该型号 PLC 将电源、CPU、I/O 点及通信端口整合为一体,具有功能集成、结构紧凑、易于使用、性价比突出的特点,其具体记号含义如下:
( 1) E : E 型 CPU 程序容量 2K 步。( 2) 14: 输入点 8/输出点 6 共计 14 点。( 3) R: 继电器输出。( 4) A: 交流 100 ~ 240V,50/60Hz 供电。
2. 3 输入 / 输出点的选定与分配
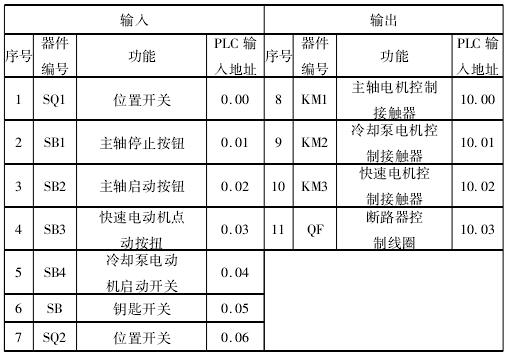
根据 CA6140 型车床控制电路中的输入器件和执行器件列出用 PLC 控制 CA6140 的 I/O 分配表,如下表所示。
PLC I / O 分配表
2. 4 PLC 输入 / 输出电路及梯形图设计
PLC 外部接线图如图 2 所示,梯形图如图 3 所示,在设计I /0 电路时要注意以下两点:
( 1) 输入元件的接线方式。所有开关、按钮均采用常开触点,这样做的好处是可以避免 PLC 的输入电路长期通电增加能耗,缩短电气设备的使用寿命。
( 2) 热继电器的接线。热继电器的触点有接入 PLC 输入点和输出点两种处理方案。采用接入输入点方案时需将热继电器的常开触点接入输入点,且编程实现热继电器的过载保护功能; 本例中为了节省 I/O 点,采用将热继电器的常闭触点和接触器的线圈串联后接入 PLC 的输出端口的方式实现电动机的过载保护。
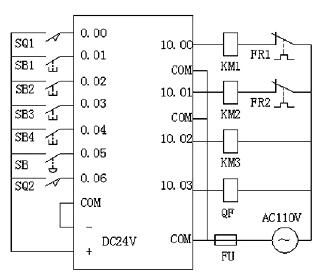
图 2 PLC 外部接线图
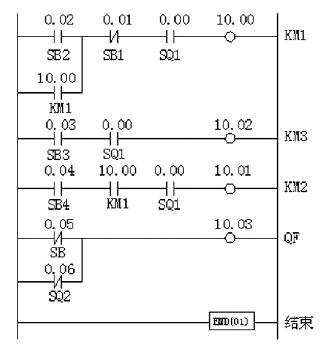
图 3 梯形图
3、结语
利用 PLC 对 CA6140 型普通车床控制系统升级改造,可以提高机床电路的稳定度,简化控制电路,降低故障率,便于维修。本文阐述了 CA6140 型车床 PLC 控制系统设计过程中应注意的要点,对今后的设计选型提供了参考。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

