


基于 KND1000M4II 四轴联动控制系统的铣床数控改造技术
2016-1-26 来源:陕西工业职业技术学院 作者:祝战科 岳雪侠
摘 要:介绍了 XA7140 普通铣床 4 轴数控化改造的方案及实施过程。首先介绍了设备改造前的状况,说明改造的必要性和可行性,然后介绍了本次改造的方案,改造中要注意的几个主要问题。 给出了改造的部分电气原理图,改造后的机械结构示意图,总结了改造实施后的效果。同时还介绍了改造增加的第四轴—立卧两用工作台的基本应用。
关键词 K1000M4II 数控系统 铣床 4 轴 4 联动 数控改造 实施
1 普通铣床数控化改造的基本情况
XA7140 普通铣床为床身铣床,水平方向“X、Y 轴”为两个直线移动的坐标轴,垂直方向“Z 轴”为主轴箱升降的直线移动坐标轴。原机床共 3 个直线移动坐标轴和 1 个主轴。直线轴是普通三相交流异步电机驱动,只进行速度控制,不进行位置控制。主轴是利用变频器驱动的模拟主轴。为了提高加工能力、加工效率和加工质量,满足产品(钻探工具的螺旋面加工)的加工需求,企业要求对该机床进行改造。图 1 是机床改造前的外形。
本次改造 3 个直线移动坐标轴采用交流伺服驱动方式,按照产品加工要求,再增加一个旋转轴 “A轴”为第四轴,主轴继续使用变频器驱动的模拟主轴方式。增加一个 CNC 主控制器。根据 XA7140铣床原电气控制部分的情况,结合改造的机床功能要求,电气改造的思路如下:保留机床原主轴控制部分,即变频器控制,电机及控制面板等不变,选用一套四轴数控系统及伺服驱动器控制三个进给轴和一个回转轴。
2 数控改造的主要内容
改造主要包括的内容:选择合适的数控系统;选择合适的伺服驱动装置;进行电气控制装置的电气设计及电柜制作;进行“X、Y、Z 轴”的机械改造设计,并制作相应配件;进行机床“X、Y、Z 轴”机械装调; 增加机床第四轴-立卧两用工作台; 进行机床润滑,防护,限位等辅助装置的设计、制作与装调;通电调试及试加工验收。

2.1 数控系统的选择
根据机床的机械状态和使用要求,可以选择的数控系统有 FANUC 0i-mate MD 系统、西门子802Dsl 系统、KND1000M4 系统等,这些系统都可在技术上满足使用要求。但从使用功能、可靠性、价格等各方面来看,各有优缺点。
本次改造选用的是 KND1000M4II 系统,相对来说,对于本次拟改造的机床,该系统性能价格比更好一些。表 1 是 这几款常用数控系统状况一览表。图 2(a)~(d)是这几款常用的数控系统的面板。
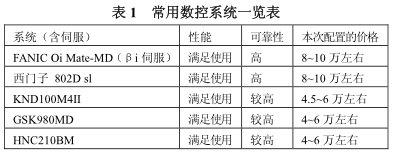

K1000M4II 系统为北京凯恩帝公司新一代数控钻、铣及加工中心系统。在国产数控系统中,无论先进性、可靠性都处于领先水平。该系统采用 32位高性能处理器,实现高速、高精度控制,最高速度 30 m/min;8.4 英寸彩色液晶显示器,同时控制轴数为 4 轴。
主要特点为主板采用六层线路板,表贴元件,定制式 FPGA,整机工艺结构合理,抗干扰能力强,可靠性高;开放式 PLC,提供调试软件,满足机床的二次开发要求;机床面板有标准贴膜按键和按钮键两种选择,按钮键机床面板上有 50 个按键和 50个指示灯,它们的功能用户可自定义;选配远程 I/O模块可将数字接口可扩展 512/512 点;完善的自诊断功能,内部、外部状态实时显示,出现异常立即报警;高速 DNC 加工,传输速率达到 115200BPS;同时配有大容量程序缓存;系统内置 640K 程序空间,可通过 U 盘接口扩展程序空间,并可实现 U 盘DNC 加工;丰富的软件控制功能:宏程序 B、刚性攻丝、局部坐标系、机床坐标系、坐标系旋转、极坐标、比例缩放等。
2.2 伺服驱动装置的选择
由于混合式步进电机驱动装置功率及扭矩受限,这样规格的铣床(工作台宽度 400 mm)改造主要选择交流伺服驱动装置。较小规格的机床可选用混合式步进电机驱动装置。
在选择伺服装置的时候,主要考虑电机的功率、扭矩、转子惯量等与机床的匹配问题。
铣床控制电机选取的经验数据可参见表 2。
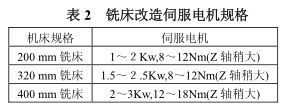
本次改造的伺服系统选用 KND 公司生产的交流伺服驱动器及交流伺服电机,根据同类机床类比及相关计算,X、Y 轴选用 KND 公司 SD300-50 型伺服驱动器及 130ST-M15015A 型电机,该电机扭矩 15 N· m,功率 2.4 kW,电流 9A。 Z 轴是垂直轴,除了机床本身的平衡重锤外,需要有失电制动装置,电机型号为 130ST-M15015AZ,功率与 X、Y 轴相同。第四轴-立卧两用工作台,选用的电机型号是 110ST-M06020A,功率 1.2 kW,扭矩 6 N· m,电流 5.5A,驱动器型号是 SD300-30 型。
2.3 电气控制部分的设计及电柜制作
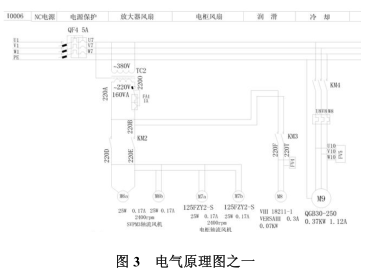
根据机床工作要求,系统及控制伺服的要求,设计了机床电气控制原理图并制作电气控制柜,图3 是部分电气原理图。
2.4 各轴的机械改造设计
2.4 各轴的机械改造设计
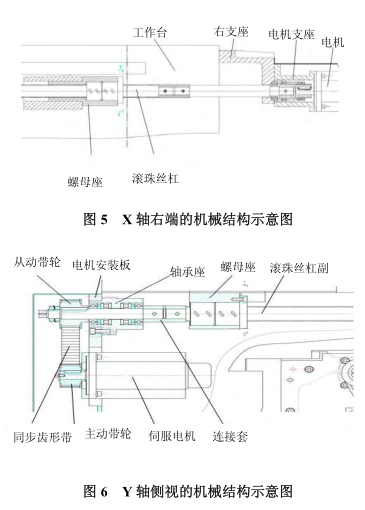
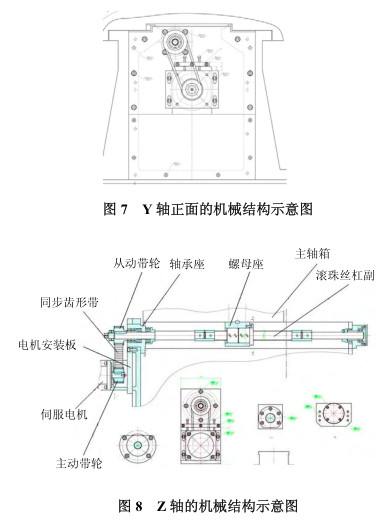
如果机床原来是数控机床,机械设计的工作量会较小,只是电机机械接口连接设计。由于本次改造的铣床原来是普通铣床,因此,机械改造设计工作量较大。需要将原来的滑动丝杠换成滚珠丝杠,并断开原来的传动链,重新设计每个坐标方向的传动部分。图 5~图 8 分别是 X 轴,Y 轴,Z轴的部分机械结构图。
3 机床的机电联调
机械装调完成后,进行电缆连接布线,润滑及防护等辅助装置的安装。有些润滑油路要和机械部分同时安装才方便。当机床的机械安装和电气连接完成,进行认真的检查无误后, 可以进行通电调试。
3.1 机床的通电调试
调试时先打开电源总开关,依次测量系统380V、220V、24V 等各级电压,逐步合上各级空开。电压正常后打开面板上的 “上电开关” ,数控系统进行自检,自检完成后,会出现一些报警,这时需要进行数控系统相关参数设置,如伺服驱动器电平信号设定,行程设定等,解除报警。然后进行机床功能试验:先手动进行 X 轴、Y 轴、Z 轴、A 轴运行,运行正常后进行各轴回零检查。 测量各轴反向间隙。需要特别说明的是必须进行 A 轴(回转分度轴)尾座中心高调整。先在尾架上装上标准检验棒,用百分表调整到两端一致,表针不动。锁紧尾座螺钉,打两个定位锥销。销子一般是 1:50 的锥销,可自锁防松。打好销子后再在机床上检查表针不动,这样就可以保证尾架中心与 A 轴中心在一条轴线上。
3.2 测量各轴重复定位精度
百分表固定在移动部件上,表针打在固定件上,先压表 0.5 mm 左右编程运行机床,退一定距离或角度,再进同样的距离,反复执行,表针的偏移量之差就是该方向的重复定位精度。A 轴精度测试时,测出的值需要解三角形,算出角度误差。 经过测试,机床精度符合要求,可以进行试加工。
经过这些工作后,一台普通铣床就改为了数控铣床。图 9 是 XA7140 铣床数控改造完成后的效果图。

图 9 XA7140 铣床数控改造完成效果图
机床功能正常后,进行了工件的试加工工作,本次试加工主要是钻探工具的螺旋面加工。将工件 夹持在分度头上,进行对刀操作,启动程序进行铣削加工。铣削时 X、Y 轴和 A 轴同时按程序运动,Z 轴进刀。加工完成,经检查加工精度满足要求,改造工作完成。图 10 是机床试加工中现场图。
4 结语
通过本次改造,使该机床升级成了一台 4 轴 4联动数控铣床。而且增加了许多新的功能如:主轴点动、刚性攻丝、图形模拟、手轮驱动、DNC 等,使操作变得更加简单、方便。改造前该设备是一台普通铣床,功能和精度都较低。本次改造后,使得该设备的功能有了较大提升,精度提高了一个数量级,电气故障率很低,稳定性显著提高。
参考文献:略
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

