


重型数控车铣床铣轴故障分析及改进
2020-12-16 来源:杭州汽轮机股份有限公司设备处 作者:林元洁 徐文 郑裕斌 郭凯凯
摘要: 针对铣轴(S2轴 )在加工过程中使能被复位的问题 ,通过报警提示信息 ,分析铣轴 夹紧 / 放松检测控制原理和液压原理 , 找出原因 ,合理修改 PLC 程序 ,消除故障。
关键词 :液压原图 ;伺服使能;修复;PLC 逻辑
0、引 言
重型数控车铣床机床是2013 年从德国引进的具有车 、铣 、磨和带有静压中心架的重型数控机床 ,其过床身旋转直径少2200 mm ,两顶尖最大距离9000mm ,最大加工工件重量60t, 主轴电机功率2x185kW ,铣轴电机功率50kW ,磨头电机功率11kW,数控系统采用目前最先进的SIEMENSSimimerik840DSL ,是公司加工大转子、带纵树型叶根槽转子的关键设备 。
在汽轮机转子纵树型叶根槽加工过程中 ,不能出现由于数控报警造成机床突然停机中 断加工 ,严重的会造成铣刀卡在转子纵树型叶根槽中 ,导致价值百万元以上的汽轮机转子报废 。在加工过程中 ,频繁同时出现两个报警 : ①21612 轴 S2/ MS2 ,使能复位报警 ; ②701458 铣刀主轴已夹紧和锁定报警 。造成铣轴停 止,进给轴停止。复位报警 ,重启程序又能正常加工 ,过段时间后同样的报警重复出现。
1、故障分析
查看报警号,21612 提示铣轴(S2轴 )控制器使能 DB36 .DBX2 .1 使能丢失 ,结合 701458 报警提示 ,初步判断由于铣刀主轴的 夹紧和锁定状态不对 ,引起数控报警停机 。按照铣轴液压原理图 中铣轴夹紧放松原理和作用 ,手动按压面板铣轴夹紧按钮g head或 MDA 方式下执行 B轴旋 转 ,Y4电磁阀得电 ,压力值 6MPa(60bar),压力开关动作 ,铣轴夹紧 ;手动按压铣轴放松,Y4失电 ,电磁阀归位 ,油回油箱 , M13 - B51 V( I51. 7) 为“1”, 铣轴处于放松状态 。放松时允许铣轴(S2 轴)加工。压力开关M13- B51V(151 .7)是具有高低 压双点 功能的 可设置带数值显示的压力开关 ,出于安全考虑 ,厂家设定低压值为 0.2 MPa( 2br) ,也就是说 , 在加工状态下 ,压力大于0.2MPa时 ,铣轴处于 夹紧状态 ,铣轴( S2轴 )控制器使能DB36.DB X2 .1 被复位 ,铣轴立刻停止。为何在没有铣轴夹紧指令的情况下 ,压力开关M13-B51 V( 151.7)会检测到大于0.2 MPa的压力 导致报警 。对 引起该压力 开关输出“1” 信号 的原 因进行逐一排查 。
(1)接触不良检査两端接线端无松动 ,连接 缆无破损或断线 。
(2)压力开关本身故障 ,检查压力 开关压力设定值 , 调整压力值反复测试高低压触点灵敏度 ,功能正常。
(3) 系统压力值是否正常 ,依据液压原理 图分析 ,系统压力正常 ,压力开关M13 -B51V 所在油路在铣轴加工过程中是不可能会有压力的 。进一步检查发现该压力开关实际 安装位置与液压理图不符。机床厂家在安装该元件时没经过单向阀 ,而是直接安装在了油缸的下端 ,铣轴放松泄油之后 ,由于油管中存有少量的油 ,该液压油在加工中因油管抖动产生负力 ,使 压力开关的下限压力值上升达到02MPa,从而导致力开关动作 ,产生误报警 。如果在加工带 树型叶根槽转由于误动作报警而导致铣轴( S2 轴 被复位 ,将致命的造成刀具损坏甚至 工件报废的可能 。
2、故障改进
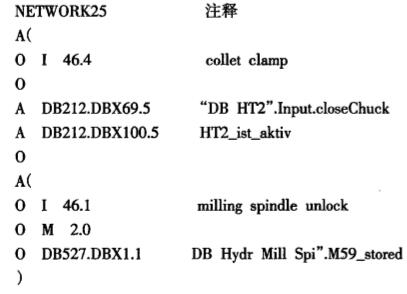
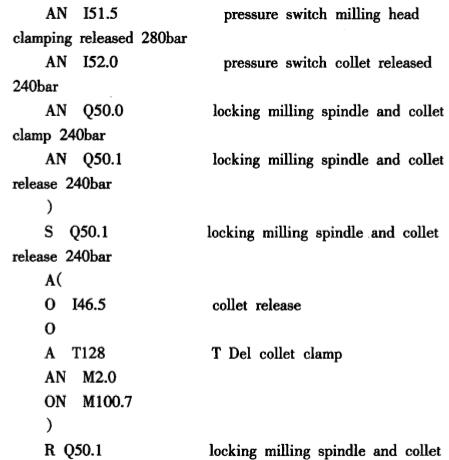
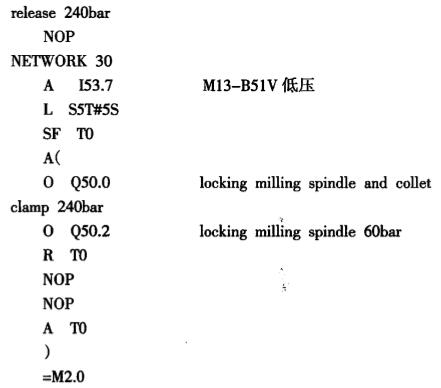
由于机床安装空间有限 ,无法按照原液压原理图的 位置安装该压力 开关( 猜测机床厂家因此更改安装位置 )。而且备件购买周期长,生产任务紧 ,为此 ,放弃更改油路布局修复故障的方案。 利用现有条件,在不影响 加工、不新增任何元器件的情况下,利用现有的压力 开关该压力开关带有髙压和低压 )和一个空余PLC输人点( 153.7 ) ,匹 配压差值 、调整合适参数 ,完善油路 PLC逻辑控制 ,从而达到修复该故障的目的 。在低压 到达(不与正常操作 冲突) 的情况下 ,控制电磁阀 M14-K50E(Q50.1 )Y3动作 ,以达到清空 油管余油 的效果。修改程序后,故障消 除 , 机床运正常 。 程序修改如下。
3 、结论
840DSL 系统的数控机床 , 当其出现 NCK报 警 21612时 ,要结合同时出现的其他报警 、出现故障的具体情况 ,以及该机床的相关特性 ,具体情况具体分析 ,不能一味依靠维修经验 。由于机床液压设计安装 的硬件原因 ,导致该故障 的频繁发生 ,通过软件方式进行处理 ,不仅节省了维修材料和 因购买备件停机造成的损失 ,更规避了由该故障导致可能导致的工件报废风险 ,而这样的报废风 险其损失是不可估量的 。本次机床安全隐患排除 ,为设备维修工作拓宽了改进思路 。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

