


数控铣竞赛典型零件的加工
2022-8-23 来源: 广东省机械技师学院 作者: 陈泳桓
摘要: 本文是数控铣竞赛典型零件的加工,目的是解决零件圆孔的垂直度精度一直达不到要求的技术难点,通过对零件图的分析,装夹方案的确定,制定合理的加工工艺。依据所加工数控零件结构的性质,以及在铣床上铣孔加工的特点,找出位置尺寸及形位精度,利用软钳口、工艺台及塞块对零件的圆孔进行铣削加工并保证其垂直度,最终通过该工艺方法成功解决了该技术难点。
关键词 : 典型零件 ; 技术难点 ; 工艺 ; 垂直度
作为世界技能大赛数控铣项目的之一,零件圆孔垂直度精度加工一直是个难点,具有内腔镂空、难以装夹、易变形等特点。在选手多次实训过程中发现零件的圆孔垂直度一直达不到图纸要求。了解到选手的相关加工工艺后,对工艺进一步优化,通过使用塞块、专用软钳口、螺纹千斤顶以及工艺台来保证刀具旋转轴线对零件定位表面有正确的相互位置,从而保证该尺寸的形位精度。
1. 零件图纸分析
从图 1 可以得出零件形状比较复杂,加工工序多。零件整体外形可装夹位置少,接触面小,内腔镂空,悬臂结构伸出长刚性差。ф24(位置F11)的圆孔垂直度一直达不到要求,经过分析可采用多次定位装夹,并且互为基准原则,先双面开粗加工后再精加工、优先加工基准面再加工孔,并保证 ф24 圆孔垂直度加工时和基准面重合。
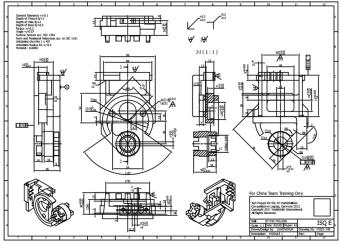
图 1 零件图
2. 零件加工工艺分析
该零件表面质量和精度要求高,从精度上考虑,如何控制零件的变形量在精度范围内是该零件加工的最大难点,通过对该零件的精度要求、材料及设备等原因进行分析,主要有以下几个方面 :
(1)毛坯本身内应力引起的变形切削力。
(2)夹紧力引起的变形。
(3)切削力及切削热引起的变形。
(4)其中影响最大的时夹紧力引起的变形。为解决上诉问题,提出以下解决方法。
2.1 改进零件的传统夹装法
对于该内空的薄壁件,使用以下的夹装办法,以减少变形 : ①填塞法。在零件的内部填塞赛块,使零件在装夹时不受装夹力影响。②留出合理的工艺台。在零件的悬空位置以及装夹位置留出工艺台,加强加工刚性和减少装夹的变形。
2.2 合理安排工序
动态铣削时,由于刀具快速间断式进给切削,整个过程会产生冲击,影响零件精度和表面粗糙度。所以,数控动态铣削时工艺一般可分为 : 粗加工、清底面余量和清圆角、半精加工,最后精加工等工序。
2.3 薄壁、空型零件处理方法
薄壁件、镂空类零件在加工时容易因为装夹力而变形。装夹力过小,零件容易因为加工而松动,装夹力过大,零件会产生变形,为控制零件变形量最小,可以在零件半精加工之后准备最后一步精加工时,把虎钳轻微的松一下,让零件能自然回弹释放部分应力,然后再轻轻夹紧,保证刚好能夹紧工件,获得较好的加工效果。夹紧原则是力的作用点最好在支承面上,夹紧力方向作用在工件刚性最好的方向上,在确保工件不松动的前提下,夹紧力越小越好。
2.4 夹具的选择
夹具选择主要有以下几点 :
(1)夹紧机构不对零件造成干涉。
(2)零件夹紧变形小。
(3)装夹快速方便。
(4)夹具结构简单。
(5)夹具便于定位元件。
3. 加工工艺路线
该零件宜采用带测力装置的平口钳、专用软钳口、压板及辅助塞块便能满足加工。
(1)用平口钳夹持毛坯 100mm 宽尺寸端面为粗基准,对正面进行粗加工留出 98mm 尺寸工艺台。
(2)用平口钳夹持 98mm 尺寸端面对反面进行粗、精加工。
(3)将塞块填塞至反面凹槽装夹,装夹时校正零件平形度(小于 0.01mm),清根正面装夹工艺台并精加工正面,如图 2 所示。
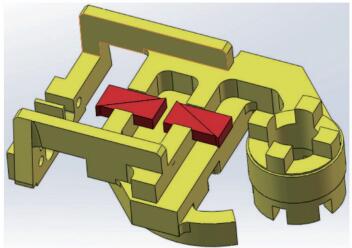
图 2 反面填塞示意图
(4)铣削专用软钳口安装在平口钳上,同时夹持 94mm 与 78mm 端面并清根工艺台(不包括悬臂工艺台)及精加工正面,再利用用压板压紧正面悬臂部分,底部用螺纹千斤顶做好支撑,并清根悬臂工艺台,如图 3 所示。
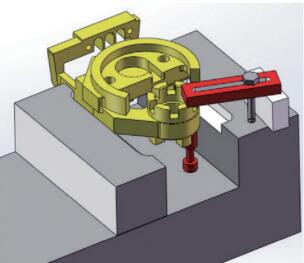
图 3 支撑装夹示意图
(5)侧向安装平口钳装夹零件加工侧面。
4. 结束语
通过本次零件加工设计,利用相关软钳口、塞块、螺纹千斤顶及压板配合合理的加工工艺,成功克服了 Ф24(位置 F11)的圆孔垂直度达不到要求的难点。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

