


用于加工内键槽的数控铣床附件机构设计
2023-8-7 来源:- 作者:潘建新 何文学
摘要:针对普通立式数控铣床不能加工零件内孔轴向键槽的问题,设计了用于加工内键槽的数控铣床附件机构。 介绍了两种附件机构的设计方案与工作原理,将所设计的附件机构与现有立式数控铣床相配合,能够方便地加工出零件内孔轴向键槽,并且加工速度快,效率高,质量好。
关键词:数控铣床 内键槽 加工 附件机构 设计
1、设计背景
普通立式数控铣床安装的立式铣刀只能铣削工件外形轮廓、型腔、槽、平面、曲面,对于齿轮、皮带轮、飞轮等工件的内键槽,却无法铣削,由此限制了立式数控铣床铣削加工的应用范围。
为了解决上述问题,笔者根据现有立式数控铣床主轴端部的结构,设计了一种用于加工工件内键槽的数控铣床附件机构,将只能在竖直方向进刀的立式铣刀改变方向,成为在水平方向也能进刀的立式铣刀,这样可以加工出工件内键槽,满足工件内键槽铣削加工
的需要。
2、方案一
2.1 结构
方案一为使用直柄立式铣刀的数控铣床附件机构,如图1所示。 在方案一附件机构中,弹性联轴器上半部的顶端采用莫氏锥柄结构,工作时与铣床主轴固连。 弹性联轴器上半部通过弹性体与弹性联轴器下半部相连。 弹性联轴器下半部与主动锥齿轮轴通过平键连接,并由紧固螺母紧固。 主动锥齿轮轴与主动锥齿轮为整体结构。 弹性联轴器下半部、主动锥齿轮轴分别通过上轴承、下轴承安装在上壳体内。 在下壳体内安装从动轴、左轴承、右轴承、从动锥齿轮、锁紧螺母。
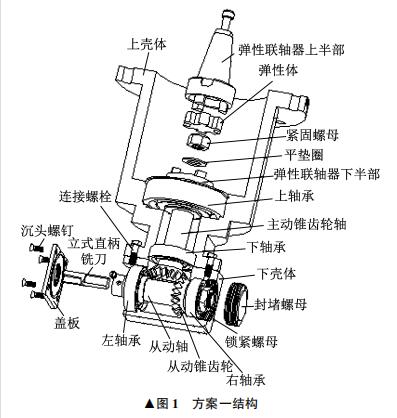
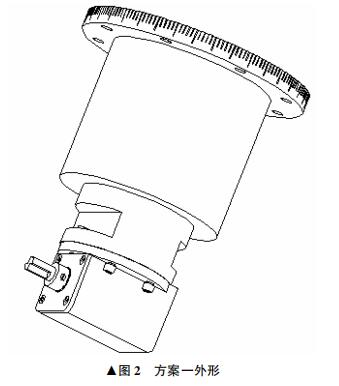
从动轴左右两端分别通过左轴承、右轴承安装在下壳体内,从动锥齿轮固定在从动轴上,从动轴左端内孔安装直柄立式铣刀。 下壳体左右两端分别安装盖板和封堵螺母。 主动锥齿轮和从动锥齿轮啮合,上壳体与下壳体通过连接螺栓连接。 上壳体通过连接螺栓与铣床主轴箱的主轴法兰相连,改变连接孔位,可以改变直柄立式铣刀在水平方向上的轴向方位。 将直柄立式铣刀尾部圆柱面的一边磨成一偏平面,套装在从动轴内孔中,并用沉头螺钉紧定。 方案一外形如图 2 所示。
2.2 工作原理
方案一附件机构在壳体内安装有主动锥齿轮轴、主动锥齿轮、从动轴、从动锥齿轮,主动锥齿轮轴通过弹性联轴器与数控铣床输出轴连接,主动锥齿轮与从动锥齿轮啮合,从动轴输出端连接直柄立式铣刀,数控铣床输出轴通过两锥齿轮的啮合改变方向,铣刀不再是竖直向下进刀,而是旋转了 90°,成为水平横向进刀,这样就可以实现工件内键槽的铣削加工。 方案一的优点为结构合理,能使立式铣刀水平安装,当机床竖直向下运动时,与输出轴相连的附件机构随之向下运动,这样就可以在工件孔内加工竖直方向的键槽。 方案一的缺点为下壳体体积大,只能在工件较大孔径中加工键槽,若孔径小于下壳体外形尺寸,则无法进入孔内加工键槽。 另外,如果键槽尺寸较大,立式铣刀又为锥柄,那么无法将锥柄立式铣刀尾部圆锥面的一边磨成一偏平面,锥柄立式铣刀无法安装固定。
3、方案二
3.1 结构
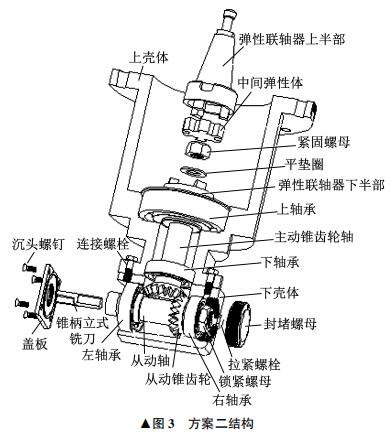
方案二为使用锥柄立式铣刀的数控铣床附件机构,如图3所示。 方案二与方案一的不同之处是,将从动轴改为空心轴,从动轴左端做成锥孔,能够安装锥柄立式铣刀。 拉紧螺栓从从动轴右端伸入,将锥柄立式铣刀拉紧固定。
3.2 工作原理
方案二与方案一的工作原理一致,也是在壳体内安装有主动锥齿轮轴、主动锥齿轮、从动轴、从动锥齿轮,主动锥齿轮轴通过弹性联轴器与数控铣床输出轴连接,主动锥齿轮与从动锥齿轮啮合,从动轴输出端安装铣刀。 数控铣床的输出轴通过两锥齿轮的啮合而改变方向,铣刀不再是竖直向下进刀,而是旋转90°,成为水平横向进刀,这样就可以实现工件内键槽的铣削加工。 方案二的优点是采用锥柄立式铣刀,能够铣削大型工件内键槽,改变方案一只能采用小型直柄立式铣刀的结构,更方便加工大孔径工件中的键槽。 方案二的缺点是下壳体体积大,只能在工件较大孔径中加工键槽,若工件孔径小于下壳体外形尺寸,则无法加工键槽。
4、传动设计
在上述用于加工内键槽的数控铣床附件机构中,联轴器的设计比较简单,可以采用弹性联轴器方案,也可以采用刚性连接方案。 采用刚性连接方案时,可将联轴器的一端做成孔,另一端做成轴,将轴伸入孔中,中间用平键连接。 联轴器只受扭力,设计简单。锥齿轮传动则相对复杂,主要考虑以下六点:①锥齿轮传递的功率大小,以及锥齿轮的转速范围;②采用不同输出轴方式时锥齿的轮受力大小与方向;③锥齿轮轮对的设计寿命;④ 锥齿轮的齿形结构与锥齿轮的材料、热处理、加工精度;⑤ 锥齿轮的齿数与锥齿轮轮对的传动比;⑥ 锥齿轮的冷却润滑方式。
上述六点确定以后,就可以方便地设计出锥齿轮轮对。对于主动轴与从动轴上的轴承,主要基于各轴的受力情况来选择合适的尺寸与型号。
5、应用效果
在确定用于工件内键槽的数控铣床附件机构方案以后,基于笔者单位现有VM850 立式数控铣床的主轴端部外形结构,按方案一设计了一套用于加工内键槽的数控铣床附件机构。
考虑外形尺寸及质量,在设计时不能按VM850 立式数控铣床的全功率负荷来设计附件机构。 考虑密封方便,不能采用润滑油润滑,而是采用锂基润滑脂润滑,转速按1500r/min 来考虑。
按设计图纸制作出用于加工内键槽的数控铣床附件机构,安装直径为14mm 的立铣刀后,对内孔直径为 140mm 的皮带轮内键槽进行加工,效果良好。
来源:
1. 长沙职业技术学院 智能制造工程学院 潘建新
2. 湖南科技职业学院 智能装备技术学院 何文学
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

