


摘 要: 为了实现深孔加工过程中孔轴线偏斜的在线测量,采用超声波测厚方法,通过建立测量过程中的极坐标参数模型,推导出了间接测量中测量目标与实测数据之间的函数关系;通过 Grubbs准则剔除粗大误差,提出了一种孔轴线偏斜在线测量方法.通过实例验证,结果表明:该方法实现了深孔加工过程中轴线的走偏方向和走偏量的精确在线检测,测 量 误 差 为±0.01mm.
关键词: 深孔加工;超声波测厚;孔轴线偏斜;测量误差
随着装备制造工艺的不断提高,深孔加工技术在机加工行业中得到广泛应用,由于新型材料的不断出现、深孔加工异形件的增多,深孔加工难度越来越大,同时对加工质量的要求也不断提高.在深孔加工质量要素当中,孔轴线的偏斜是检验被加工孔精度最重要的指标之一,也是最不稳定的质量要素[1].孔轴线偏移即孔轴线的直线度误差,是 指 被加工孔的实际轴线与理论轴线的偏差.直线度误差是实际轴线与理想轴线之间的变动量,用于控制平面或空间直线的形状误差.直线度公差带的形状大致分为给定 平 面、给 定 方 向 和 任 意 方 向 这 三 种 情况,深孔直线度误差属于任意方向的直线度误差.由于深孔加工过程中存在着很多不利因素,如导向套间隙过大、钻杆刚度不足、工件材质不均、刀具结构上的不对称以及机床各部件装配中的同轴度误差等,会导致钻头的钻进方向会偏离工件轴线,引起孔轴张的偏斜[2].目前,由于深孔加工的 过 程 复
杂,引起孔轴线偏移的因素多样,很难建立精确的数学模型.针对孔轴线的偏斜问题,大多数的加工都采用一定的方法进行减小或者校正,如采用提高切削系统的精度和刚度,及时更换有磨损间隙的导向套,对回转类工件采用先加工孔后以孔为基准加工外圆的工艺来消除孔轴线偏 斜[3-4].这 些 方 法 尽管可减少孔轴线偏斜的程度,但不能完全解决孔轴线的偏斜问题.
深孔加工中,大部分孔的偏斜都是从钻头切入工件开始,由于刀具具有良好的自导向性,因而加工出的孔即使有较大直线度误差,自身仍保持着良好的直线性,因此这种偏斜是随着孔深的加大而不断加剧的.一般深孔实体钻削过程耗时较长,若能采用在线测量的方法对深孔加工过程进行实时监测,在加工出现偏斜趋势时能立即对加工系统进行调整和干预,就可避免偏斜量的超差,从而减少和消除由孔轴线偏斜而造成的废品率.大部分深孔零件大都具有长度大、孔径小的特点,孔内可用以直接检测深孔直线度的空间非常有限,因而直线度检测操作难度较大.目前,在实际生产中多使用直线度量规法和杠杆测量法,但检测自动化水平低,检测精度不高,易受到场地限制,通常用于较低精度的短孔零件直线度测量[5].文献[6]采用气动量仪测量,将被测孔径尺寸的变化转化成气体流动压力的变化或流量的变化,其测量精度高,可用于非接触测量,测量力小,对易变形薄壁零件的测量特别有利,适用于大批量生产测量,量仪结构简单,对环境要求低,可实现自动检测.文献[7]采用校直望远镜测 量 法,该 方 法 有 结 构 简 单,操 作 方 便,成 本 低廉,应用范围广,瞄准精度高等特点,但只适合测量加工好的大通孔.文献[8]采用的激光准直法,具有瞄准方便,测量效率高,测量精度较高和容易实现自动化等优点.以上在生产中使用的深孔直线度测量方法,都是对已加工孔的直线度测量,无法在加工过程中实现在线测量,因而具有事后性,无法实现在深孔加工过程中的质量控制.超声波测壁厚法具有测量仪器体积小、结果稳定性好、测量速度快和精度高等 优 点,是较为先进实用的一种检测手段.其测量精度与所用仪器的分辨率有关,对零件的外圆加工表面质量要求高.对于工件不动刀具旋转并进给的加工过程来说,可以实现加工过程中的在线测量并能满足高精度测量的要求.文中采用超声波测厚方法,通过建立测量过程中的极坐标参数模型,导出了间接测量中测量目标与实测数据之间的函数关系,并采用最大误差限几何法对测量误差进 行 估 计,以期实现深孔轴线偏斜的在线精确测量.
1、测量原理和方法
1.1 测量原理
超声波在相同介质中传播时的速度是恒定的,当遇到不同介质分界面时有反射特性,根据这一特性对已加工孔的壁厚测量,从测出的固定位置的壁厚尺寸,计算出孔轴线的直线度误差.
根据三点定圆的原理,要得到圆心位置及其半径大小,至少要测量圆上三个点的位置,然后才可以确定在该处内孔上的偏移量δ,偏斜的方向θ以及该处孔的内径.本检测装置采用3个超声波双晶探头来检测3个位置点的厚度值,考虑到在线测量的方便性,检测系统安装卧式深孔钻镗床加工工件的外圆表面,以机床坐标系为准,主轴方向为Z轴,
前后水平方向为 X 轴,竖直方向为Y.通过测量在Z 轴上不同位置的孔壁厚,来确定在各位置处的孔轴线的偏斜情况,并依据偏斜量的大小来确定是否进行偏斜纠正,如需要则在偏斜角的反方向进行纠正,以防止偏斜过大出现加工超差的情况出现.每一个检测位置由XY 平面构成,在X 轴的正负方向上布两个检测点 Ⅰ 和 Ⅲ,并在Y 方向而一检测点Ⅱ,探头声 波 的 入 射 方 向 均 为 工 作 外 圆 的 法 线 方向,即指向外圆圆心,如图1所示.
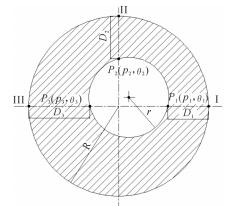
图1 偏心量测量极坐标原理图
图1中R 为所工件的外圆半径,r为加工出的深孔半径,三点处的检测厚度分别为D1、D2 和D3,点P(δ,θ)为 内 孔 在 该 处 截 面 上 的 圆 心,P1(p1,θ1),P2(p2,θ2)和P3(p3,θ3)分别为A、B和C 三点声波入射线与 已 加 工 出 的 深 孔 孔 壁 的 交 点,其 中p1、p2 和p3 为极径,θ1、θ2 和θ3为极角.
1.2 测量方法
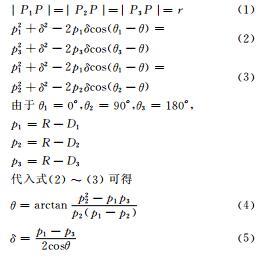
所测三点共处于半径为r的圆上,故有
2、测量数据处理
2.1 粗大误差的剔除
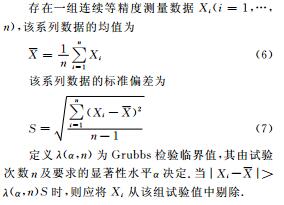
由于在线测量过程不稳定,容易出现测量的厚度值超过误差限的粗大误差,可以通过多次测量数据平滑的方法剔除粗大误差,使测量误差数据控制在测量系统误差范围内;由于测量次数较少,文中采用 Grubbs准则对粗大误差进行消除.
2.2 系统误差估计
系统采用间接测量方法,由于式(4)~ (5)所表示的函数比较复杂,无法运用传统误差计算公式进行误差传递的理论推导,文中采用几何方法对误差极限进行估计,建立三点厚度的直接测量的极限误差对孔轴线的偏心量的误差极限进行估计.在被测工件布置有三个相同型的超声波测厚装置,根据误差相似原理,可以认为三个装置的测量误差是一致,即每个装置的测量误差都在 ±Δ 范围内.根据测量 结 构,在 Ⅰ、Ⅱ 和 Ⅲ 位置分别确定 极限点
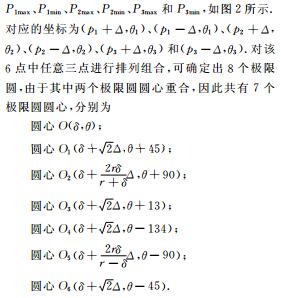
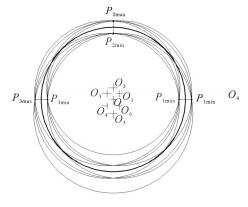
图2 误差极限点三点定圆法原理图
由 以上误差 限 可 知,当 测 量 误 差 全 为 最 大 和最小极限时,测量为零误差,当 P1 点和 P2 点为最大极限,而P3 点为最小极限时,测量误差最大,为2r/(r-δ)Δ,因而-90°为误差敏感方向,即如果孔轴线沿着该方向偏斜时的测量误差最大,可估计其最大的测量偏差为 ±2r/(r-δ)Δ.
3、测量实例及分析
通过 本 装 置 对 采 用 BTA 型内排屑深孔钻床上加 工 的 管 类 零 件 进 行 测 量,零 件 外 径 50.12mm,长度1600mm,深 孔 孔 径 18.4mm,材 料为不锈钢304,牌号为10Cr18Ni9Ti,测厚所用 PX-7/PX-7DL型高 精 密 超 声 波 测 厚 仪 为 双 晶 测 厚 探头,测厚范围为0.15~25.4mm,可调声速范围为1250~10000 m·s-1,单 个 测 头 显 示 分 辨 率 为0.001mm,测量精度为±0.005mm.
3.1 声速设定和厚度测量
为确保测量准确性,在每次检测被加工深孔零件开始前,首先要确定该材料的声速值.选一该零件料头制作成厚度为 (20±0.001)mm 的标准尺寸的试块,通过测定试样的厚度与声波在通过该厚度时的传播时间计算声速,即
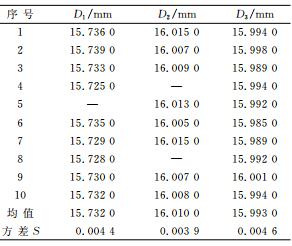
表1 三点原始测厚数据表
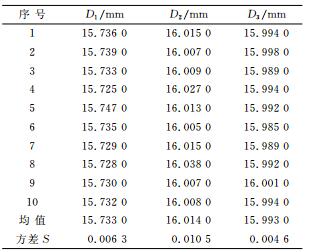
在显著性水平0.05下,利用 Grubbs准则分别对测量结 果 进 行 判 定,剔除数据后的数据见表2.将测量均值作为在该处最终测量厚度,工作外圆半径R 为 25.06 mm,由 此 可 得 p1 =9.328 mm,p2=9.050mm,p3=9.067mm.代 入 式(4)~(5)可得θ=-48.55°,δ=0.197mm.
3.2 测量误差分析
由于本装置采用间接测量方法,因而存在误差的传递,文中对误差传递采用误差限的方法作了估计,在整个测量过程中,主要有如下几类的测量误差对测量结果有影响,即工件外圆的测量误差Δ1,孔的圆度误差Δ2 和孔心位置测量误差Δ3.这几类误差相对独立,对于一确定本加工系统中工件,外圆测量误差Δ1 为±0.001mm,孔 的 圆 度 误 差 Δ2为±0.001mm,孔心位置测量误差为
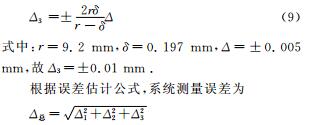
由此可得出系统测量误差为±0.01mm,为单超声波测头精度的2倍.
表2 处理后的有效测量数据表
4、结 论
1)文中通过建立测量过程中的极坐标参数模型,得到了间接测量中测量目标与实测数据之间的函数关系,提出了一种孔轴线偏斜在线测量方法.该方法实现了深孔加工过程中孔轴线偏斜的在线测量.
2)采用最大误差限几何法对测量误差进行估计,实现了深孔加工过程中轴线的走偏方向和走偏量的精确在线检测,测量误差为±0.01mm
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

