
摘要: 为了使人机系统有效地发挥作用,达到人与机器的最佳配合,以XB6140 型卧式铣床及操作人员构成的人机系统为实验对象,在分析人机系统尺寸、辅助工具、机器利用率等存在问题的基础上,通过人机系统尺寸优化、标准作业时间制定、人机操作分析等多个实验进行优化设计。实验优化后操作人员无效动作减少,标准作业时间降低,系统理论产能可提高143. 2%。结果表明,实验效果显著,可大幅提高企业生产效益、实现人机协调工作,为人机系统设计提供了一种思路和尝试。
主讲人 :蒋南云
联络方式:15313599645
0 引言
随着人性化理念日益受到关注,企业在追求经济效益的同时更加关注人与机器之间的协调关系,使人在系统中安全、舒适、高效、健康、经济地发挥作用,以适应现代化生产。以往文献[1-3]多从人机尺寸关系、工具改进等单一方面进行人机系统设计。本文综合运用工业工程的人机工程学[4-5]、现场管理[6]等理论设计实验内容,以机加工车间常见的XB6140 型卧式铣床为实验对象,分别从工作台椅尺寸、辅助工具改进、时间以及操作分析等多个方面进行人机系统优化,使人机系统更加符合动作经济原则,进而帮助企业提高生产效率。
1 、卧式铣床人机系统存在问题分析
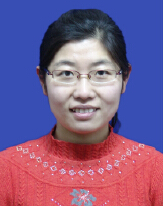
选取机加工车间卧式铣床人机系统为实验对象,其中“人”是铣床操作员,主要操作铣床完成加工工件表面工序,“机”是XB6140-半自动卧式单头专用铣床,加工工件表面粗糙度以及沟槽等,还包括一些辅助工具,以便操作铣床。加工工序包括厚度切削和轮齿加工两步骤,具体如图1 所示。
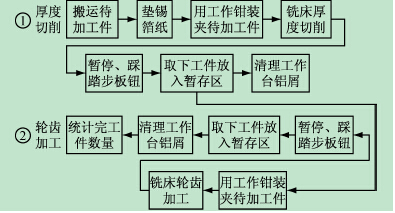
图1 加工工序图
1. 1 现有人机系统尺寸分析
1. 1. 1 工作椅与工作台
通过实验测量,现有人机系统中工作座椅表面高度距离地面690 mm,加工铣床的工作台面高度距离地面为1 120 mm; 操作员小腿加足高经测量尺寸为388mm,计算可知操作员坐在工作座椅上足底距离地面的高度为690 - 388 = 302 mm,说明当操作员坐在该座椅上工作时,腿部自由下垂,脚部悬空; 操作员坐姿肘高经测量为284 mm,肘关节距离地面为284 + 690 = 974mm,肘关节比机床工作台低1 120 - 974 = 146 mm,说明操作员工作时须长期抬高肘部工作,给肩关节及肘关节带来负担。人机系统详细尺寸如图2 所示,工作
台与操作员接触面处无腿部活动空间,操作员工作时腿无处摆放,需向前探身工作,易使操作员腰背部肌肉和韧带长期超负荷使用而引起劳损。
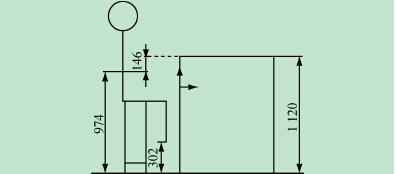
图2 人机系统尺寸分析( mm)
1. 1. 2 辅助工具
( 1) 手工工具。在加工过程中,需使用工具钳夹取待加工件。现有工具钳如图3 所示,其形状和普通的剪刀相似。从图中的箭头方向和腕部作用点可知,施力方向与作用点不在同一水平线上,长期保持这个姿势,会造成静肌负荷,从而引起腕道综合征,对人体造成伤害。
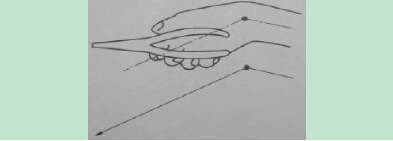
图3 工作钳示意图
( 2) 操作装置。在加工过程中,每加工完一个工件需用脚踩地面上的踏板钮,以便松开夹具取下已加工工件。此时操作员坐在座椅上,脚距离地面302mm,无法完成操作,只能从座椅上下来或半侧坐才能触碰到地面踏板完成操作,既浪费时间也易造成人体关节损伤,急需优化调整。
1. 2 现有人机系统效率分析
由加工工序图( 见图1) 可知,待加工件需进行两道主要工序才能够完成铣床加工: 厚度切削和轮齿加工,由一名操作员完成。首先操作者利用铣床①进行工件待加工面的厚度切削,不断重复进行,工作时间为上午3. 5 h,共加工750 个零件; 然后再利用铣床②进行工件的轮齿加工,工作时间为下午4 h,共加工740个零件; 操作员工作7. 5 h。铣床①厚度切削加工时,铣床②闲置,铣床①利用率为: 3. 5 ÷ 7. 5 × 100% =46. 7%; 同样铣床②轮齿加工时,铣床①闲置,铣床②利用率为: 4 ÷ 7. 5 × 100% = 53. 3%。即便是在铣床①、②的工作时段内,由于装夹工件、取下工件、清理工作台铝屑等也占用时间,铣床仍存在空转时间。人机系统中机床利用率低,资源浪费大,操作人员缺乏动作标准,随意性大,急需制定标准作业时间,协调人机操作,提高人机效率。
2 、车间人机系统优化设计
2. 1 实验一: 人机系统尺寸优化
2. 1. 1 工作椅与工作台改进
根据高度推荐值[7-9]规范,轻型装配坐姿作业面高度建议为720 mm,高于肘部110 mm 左右,而实验中人机系统作业面高度为1 120 mm,因此需将座椅加高至1 120 - 284 - 110 = 726 mm,取整数为720 mm。
2. 1. 2 辅助工具改进
( 1) 手工工具改进。使用工作钳夹取待加工件时,需避免人体腕部方位与加工方向不协调,应保持手腕顺直状态,因此可设计工作钳握把弯曲。不仅可以加大施力、减少腕部损伤,而且在机床加工工件时还可用工作钳触碰机床暂停按钮,减少身体前倾或手臂前伸,缩短动作移动时间。改进后工作钳如图4 所示。
图4 改进后工作钳示意图
( 2) 操作装置改进。操作员控制卡盘松开工件需脚踩脚踏板。坐姿操作时,工作椅座面与工作椅支脚距离一般为450 mm[9],那么座椅支脚离地面高度应设计为: 720 - 450 = 270 mm; 此时将操作者腿部正前方的机床向里凹进距离地面300 mm,宽200 mm,高500mm 立体空间,将脚踏板放置于该空间内,如图5 所示。这样操作者坐在座椅上踩脚踏板时,可以直接从支脚移至脚踏板上或者直接将脚放在凹进的立体空间内,不仅减少操作者上下座椅动作,节约操作时间,而且保证腿部足够的活动空间,避免操作者上身长期前
倾带来的背部损伤。
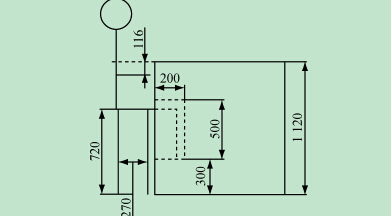
图5 人机系统尺寸改进( mm)
2. 2 实验二: 人机系统时间研究
由于人机系统尺寸和加工工具的改进,缩短了操作人员加工时动作移动距离,降低了工作疲劳度,因此利用模特排时法[10]重新对厚度切削操作进行动作分解以制定标准作业时间[11]: ① 拿取待加工工件至卡盘附近M3( 小臂动作) ; ② 利用工作钳夹取物件M1( 手指动作) ; ③ 打开机床开关M1( 手指动作) ; ④ 开始加工伸向开关处按下运行M5( 大臂动作) ; ⑤ 刀具自动加工10 s( 无需人参与) ; ⑥ 完成后按下暂停M5( 大臂动作) ; ⑦ 松开卡盘时需完成脚踏板操作F3( 下肢动作) ; ⑧ 取下已经完成轮齿加工工序的部件放入收纳盒M3( 小臂动作) ; ⑨ 往临时工件收纳盒中放入已加工部件P2( 终结动作) 。
计算可得,厚度切削人员作业时间= M3 + M1 +M1 + M5 + M5 + F3 + M3 + P2 = 23 × 0. 129 = 2. 967 s,加上刀具自动加工时间10 s,可得厚度切削标准作业时间为12. 967 s( ≈13 s) 。轮齿加工与切削加工的人员操作动作完全一致,只是轮齿加工机床的刀具自动加工时间为12 s,因此轮齿加工标准作业时间为2. 967 s + 12 s = 14. 967 s( ≈15 s) 。
2. 3 实验三: 人机系统操作分析
由以上标准作业分析可知,在厚度切削机床刀具自动加工的10 s 和轮齿加工机床刀具自动加工的12 s时间中,操作人员处于等待空闲状态,不需完成任何操作,存在浪费。可以充分利用这段时间,让操作人员移动至另一机床处进行操作,完成另一机床的装夹工件、卸下工件等操作,使两台机床同时交替加工,提高操作人员工作效率。
经模特排时法可知,由操作人员在两机床之间移动动作为6 × W5,需耗时30MOD × 0. 129 s /MOD =3. 87 s( ≈4 s) ,往返需8 s,由上节分析可得在机床自动加工前进行的装夹加工件等准备工作,耗时10MOD× 0. 129 s /MOD = 1. 29 s,卸下已加工工件耗时13MOD× 0. 129 s /MOD =1. 677 s,三者时间相加为10. 967 s,小于铣床①、②的刀具自动加工时间最大值12 s,操作人员时间足够,因此两机同时交替工作完全可行。
实验操作时,同时打开铣床①和铣床②; 先在铣床①上装夹工件; 待铣床①自动进行厚度切削时,操作员可移动至铣床②进行装夹工件,在铣床②自动进行轮齿加工后移动回铣床①卸下已加工件并装夹新工作,循环往复。两机交替操作的时间间隔( 相当于节拍)取两机加工的最大值,即轮齿加工时间15 s。因此原先加工一个工件所需要完成的两道工序时间累计为28 s,现改为两机交替工作,完成同样工序只需15 s。
3 、人机系统优化实验结果
经人机系统尺寸改进及工具调整后,肘部距离工作台距离由146 mm 缩短为116 mm; 踏板钮距离脚的距离由332 mm 缩短为32 mm。操作人员加工工件时,无需上下座椅踩踏控制卡盘的踏钮,每加工一个工件可减少一次不必要的站立动作S30 = 30MOD = 30 × 0. 129 = 3. 87 s制定标准作业时间后,厚度切削标准时间是13 s,轮齿加工标准时间是15 s,利用机床自动加工时间进行两机联合工作,可在15 s 内同时完成厚度切削及轮齿加工两道工序,7. 5 h 内可加工工件数为1 800 个,理论日产能比优化前的740 个提高了143. 24%。
4 、结语
人机系统优化是一个循序渐进的过程 ]。本文综合应用工业工程多种方法,设计实验步骤,根据实际加工过程改进人机系统尺寸、制定标准作业时间、进行人机操作分析对人机系统优化设计,大大提高了XB6140-半自动卧式机床的利用率,为人机系统设计提供了一种示范和思路。本文的实验结果已在航海机械集团机加工车间得到应用,生产效率大幅提高。在现有的人机系统中发现问题,充分考虑人的因素,将人与机相结合,优化设计出协调的人机系统,既能为企业带来巨大的经济效益,也是现代化生产的必然要求。




网友评论 >>查看更多评论