



普通车床横向切断车刀工作后角变化规律及控制措施
2017-7-20 来源: 兰州石化职业技术学院 机械工程系 作者:周兰生
摘要: 在普通车床上横向切断轴类零件是车削加工的基本工艺. 通过对横向切断车刀工作后角变化过程的分析,表明工作后角的变化规律,指出在实际切断中为避免工作后角变负,采用手动进给是目前唯一有效的方法。
关键词: 车床; 横向切断; 工作后角; 控制措施
轴类零件横向切断是车削加工的基本工艺。在普通车床实际切断过程中,由于受到横向进给速度和工件直径大小的影响,切断车刀工作后角的大小不是恒定的。在由外向中心切断的过程中,车刀的工作后角由正后角逐渐变为负后角,导致工件最后不是被“切断”而是被“挤断”[1],从而影响切断质量。同时由于工作后角变负,使后刀面与工件切削表面间的摩擦增大,车刀热量增加,磨损加剧,降低了车刀的耐用度,且由于挤压摩擦加剧,使工件切削表面产生残余应力和加工硬化。因此,需对横向切断车刀工作后角变化规律进行研究并采取相应措施。
1.横向切断车刀工作角度的确定
1. 1 横向切断车刀工作角度与标注角度的关系
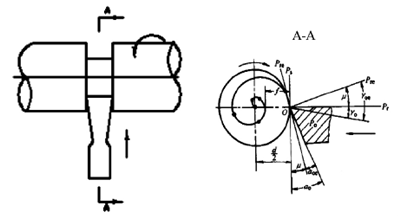
图 1 横向切断车刀标注角度与工作角度的关系
刀具的标注角度是刀具在理想安装位置和没有进给运动的情况下所确定的角度。在实际切削过程中,由于有进给运动,使刀具角度参考系发生了变化,导致刀具的工作角度与刀具的标注角度不一致。如图 1 所示为车刀横向切断加工时,标注角度与工作角度的关系。
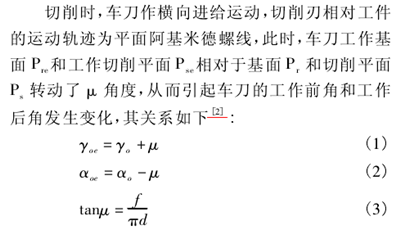
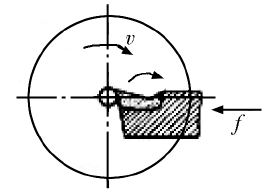
图 2 横向切断中心被“挤断”示意图
1. 2 工作后角变化机理
由以上分析可知,在普通车床实际切断过程中,工作后角变负的原因是机动进给时,横向进给量 f( 横向进给速度) 固定,而工件直径在逐渐变小,若要使 μ 不变,则必须将 f 作为变量,则 f 与 d 成比例关系,由式( 3) 得:
2.实际横向切断车刀工作后角控制措施
由上述横向切断车刀工作后角的变化过程分析,在实际切断过程中,为使切断车刀保持正后角,需要满足( 5) 式要求,为此可采取如下措施。
2. 1 机动进给采取的措施
所谓机动进给是指在普通车床上,横向进给量或进给速度保持恒定。由( 5) 式,在保持恒定,不断减少的情况下,要不断增大,这在实际切断过程中是不可能实现的[3]。因此,在实际切断之前,根据刀头强度和机床功率确定合理的和,在即将切断时,由机动进给变为手动缓慢进给,最后将工件切断。其效果如图 3 所示。

图 3 机动进给切断断面

图 4 手动进给切断断面
2. 2 手动进给采取的措施
由上述机动进给切断过程看,仍会出现工件被挤断的情况,为避免这一现象的出现,在实际切断过程中,改为手动进给,即随着切断的持续进行,进给量不断减少,在最终切断时,进给量为零。效果如图4 所示。
3.结束语
通过以上分析可以看出,在普通车床上通过机动进给横向切断时,由于横向进给量不能随的减少而减少,从而出现工作后角变负的情况,手动横向进给可以有效的避免这一现象[4]。虽然,手动进给加工效率不高,而且切断的表面质量取决于操作者的技术水平,但从保证切断面的表面质量来看,手动进给仍是目前唯一可取的方法,实际切断效果也验证了这一点。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

