



多头内圆弧螺旋槽数控车削刀具的制作
2020-11-25 来源: 资阳中车电气科技有限公司 作者:罗金龙
摘要:针对大导程圆弧螺旋槽在数控车削加工中无标准成形刀具现状,通过设计可调式分度装置,利用线切割锥度加工功能,解决了圆弧螺旋槽大导程刀具复合后角精密切割,实现了三头内圆弧螺旋槽数控刀具高精度标准化制作。
关键词:圆弧螺旋槽 数控车削加工 刀具制作
资阳中车电气科技有限公司在开发机车连接器壳体产品时,需要在数控车加工三头内圆弧螺旋槽,但由于没有圆弧螺旋槽刀具无法加工。专业厂家生产的圆弧刀具不能满足壳体圆弧螺旋槽加工参数要求;另外,定制周期长、成本高,无法满足生产周期,手工刃磨精度无法保障,一致性差。
本文通过设计可调式分度装置,打破线切割锥度加工限制,完成刀具外形与复合后角的切割,实现大导程螺纹类刀具的高精度标准化切割制作。本文以壳体圆弧螺旋槽加工为例,介绍三头内圆弧螺旋槽数控刀具的工艺制作方法。
1、壳体圆弧螺旋槽
1.1 壳体圆弧螺旋槽的结构
壳体是一种套类零件,如图 1 所示。右端为三头内圆弧螺旋槽,槽的根部为两个大小不同的孔形槽;圆弧螺旋槽是滚珠的滚道,槽的根部孔形槽用于滚珠锁紧;圆弧螺旋槽在数控车进行加工,孔形槽在加工中心进行加工。由于螺旋槽与滚珠紧密接触,需要很高精度,因此对圆弧槽形状精度要求很高。
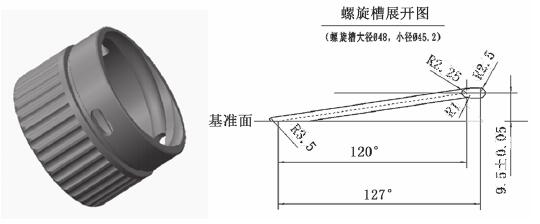
图 1 壳体与内圆弧螺旋槽展开图
1.2 壳体圆弧螺旋槽加工工艺参数
从图 1 中可知,螺旋槽是导程为 28.5mm,大径 Φ48mm,小径 Φ45.2mm,截面形状是 R3.5 的三头圆弧螺旋槽。螺旋升角 tgΨ=28.5/3.14×[(48-45.2)/2+45.2]=0.19477,则 Ψ=11.02°。
由于材质为6061-T6, 因此选择 8mm 的 W18Cr4V3制作;根据刀具材料性能和螺纹加工原理,确定刀具主要技术参数如下:刀具前角 10°,主后角 6°,进给后角17°,背向后角 -5°。
2、圆弧螺旋槽刀具制作方案
由于刀具为圆弧形,各后角角度各不相同,手工刃磨难以控制。为保证刀具形状,可选择线切割机床切割控制刀具轮廓形状,然后用工具磨修磨前角,最后手工研磨各后刀面,实物如图 2 所示。

图 2 壳体加工实物图
但线切割机床最大加工锥度为 6°,且恒定;圆弧螺旋槽刀具是复合后角,各不相等。线切割机床锥度加工功能无法满足刀具制作要求,如何打破线切割锥度加工限制,成为该方案能否成功实施的关键。
3、设计专用夹具,弥补线切割锥度加工功能缺陷
3.1 合理分解刀具复合角度,满足线切割锥度加工要求
线切割机床能够加工的最大锥度为 6°,主后角 6°可以直接切割;左右两侧后角分别为 17°和 -5°,因角度不等无法切割;如果制作专用夹具装夹刀具,让刀具旋转一个螺旋升角,即可保证左右两侧角度。
3.2 可调式分度装置
可调式分度装置由夹具体和支撑定位座组成,如图 3所示。支撑定位座为直套,下半圆铣削成平面,放置在机床导轨面;内孔套在夹具体左端台阶外圆柱面上。夹具体左端是方形孔,用来安装刀具,右端大外圆有精密刻线,相当于分度盘。
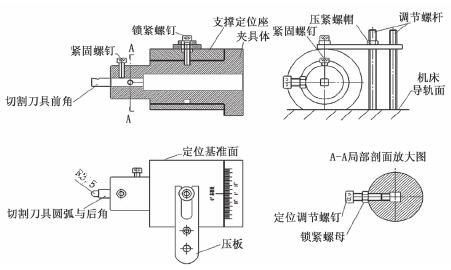
图 3 可调式分度装置
使用时,把支撑定位座固定在机床导轨上,将刀具安装在夹具体左端方形孔内,用紧固螺钉压紧刀具;然后转动夹具体右端分度盘,调整到合适位置,用锁紧螺钉锁紧即可。
4、刀具制作
圆弧螺旋槽刀具制作关键是在线切割机床进行切割加工。因此,下面主要介绍在线切割机床如何利用可调式分度装置进行切割加工的操作方法:
第一,将支撑定位座有平面的一端放在导轨面上,用百分表找正支撑定位座轴线,与机床 Y 平行;平行度误差小于 0.02mm,把调节螺杆放入导轨 T 形槽内,然后压紧支撑定位座。
第二,将夹具体安装在支撑定位座内,旋转夹具体,调整刻度盘位置,使刻度盘的零位对准基准定位线;然后用锁紧螺钉将夹具体固定在支撑定位座上。
第三,将刀具放入夹具体左端方形孔内,用紧固螺钉压紧刀具,编程切割 10°的前角。
第四,松开锁紧螺钉,将夹具体旋转 90°,再向右旋转 11°,用锁紧螺钉压紧夹具体;然后使用电极丝左倾斜加工指令,调整上下轮间距,确证 6°的锥度,编程切割R3.5 圆弧。
第五,保证刀具长度 20mm,编程割断。
第六,重复第二至第五步,对第二个刀头进行切割。由于资阳中车电气科技有限公司使用的是快走私线切割机床,前刀面需留 0.1mm 加工余量;然后在工具磨床上精磨前角;最后手工研磨后刀面。如采用慢走丝机床切割,则不需留加工余量,切割完毕也不需要进行前角修磨和后角研磨处理。
5、结语
通过该方法制作三头内圆弧螺旋槽刀具,具有精度高、标准性好以及成本低廉等优点。三头内圆弧螺旋槽平整光滑,圆弧形状精度高,完全满足工艺设计要求。本文设计的可调式分度装置还适合大导程非标多头螺纹,数控刀具在线切割机床进行小批量切割制作,具有较高的实用价值,值得推广与应用。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

