



薄壁套零件的外圆加工方法
2021-4-21 来源:青海重型机械制造有限公司机械加工分厂 作者: 刘学元 冯 娇
摘要 : 通过在薄壁套内孔填充锯末并注水膨胀的 创新方法来提高工艺刚性,解决了车削和磨削外圆时的 振动难题,为薄壁零件的外圆加工走出了一条新路。 薄壁套是机械加工中常遇到的难加工零件,我公司 通常采用车削和磨削两种方法,均未达到设计图样要求。 为解决工艺难题,通过在薄壁套内孔填充锯末并注水膨 胀的创新方法,提高了薄壁套的工艺刚性和加工精度, 可满足图样技术要求。
1. 薄壁套结构和精度要求
加工如图 1 所示两种尺寸的薄壁套零件,材料为 27SiMn 钢。
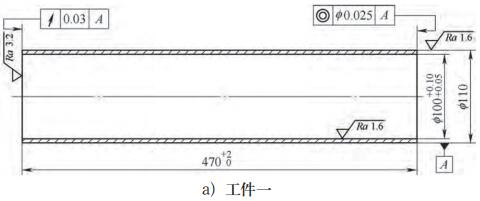
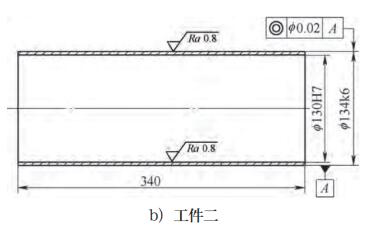
图 1 薄壁套结构和尺寸
2. 薄壁套加工工艺
工件一的加工工艺路线为 : 下料→粗车→半精车→万能磨→精 车→终检。工件二的加工工艺路线为 : 下 料→调质粗车→半精车→终检。 工件的加工特点为 : 1)工件表面的加工分为粗、半精和 精加工,加工时采用试切法以内孔、外 圆互为基准,反复进行加工。最后以内 孔为基准加工外圆,达到图样技术要求。 2)加工外圆采用工艺心轴,结构如 图 2 所示。
3. 操作方法
具体加工操作方法如下。 1)调整机床精度达到工艺要求。 2)工件一加工过程 : 首先将工件内 孔加工至尺寸要求,外圆按壁厚适当留 量 ; 然后将心轴穿入孔内,填满锯末压实, 找正注水后,待锯末膨胀,精车外圆至 图样尺寸要求,如图 3 所示。 3)工件二加工过程 : 将工件一端 车成止口,止口与法兰盘配合间隙过盈 0.008~0.012mm,在工件卡头部位内 孔、外圆处分别切 4mm×2mm 卸荷槽, 卸下工件,装上法兰盘 7,使工件卡头部位成为实体状态。工件装夹如图 4 所示,将内孔车至尺 寸要求,外圆按壁厚适当留量,将心轴杆装入孔内拧紧, 填满锯末压实注水,待锯末膨胀后,精车外圆至尺寸要求。 产品检测结果见表 1。

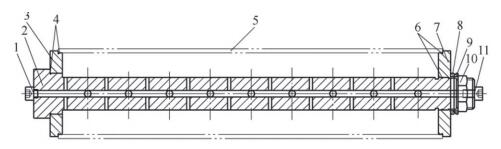
图 2 工艺心轴
1-注水口堵头 2 -心轴体 3、7-法兰盘 4、6 -密封圈 5 -工件 8 -垫圈 9 -球垫圈 10 -螺母 11-出水口堵头
图 3 工件一加工示意
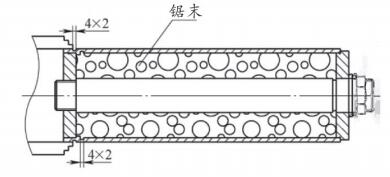
图 4 工件二装夹示意
4. 填加锯末注水膨胀法的定性分析
工艺试验检测结果证明,填加锯末注水膨胀法所加 工的薄壁零件完全能满足设计图样的技术要求,证明此 方法可行。填加锯末法是根据锯末吸水后膨胀的原理, 使零件内孔与外圆成为一体,从而减小零件在加工过程 中的变形。锯末洗湿后膨胀率参照木材膨胀率来类推, 其纤维达到饱和点时膨胀率最大,如图 5 所示。
由图 5 可知,木材体积膨胀率最大, 锯末膨胀率近似于木材体积膨胀率。利 用锯末吸湿后膨胀这一原理,在零件加 工中起到了良好的效果。

图 5 木材含水膨胀率
1-顺纹 2 -径向 3 -弦向 4 -体积膨胀
锯末装入零件孔内压实注水后,锯 末膨胀受零件及心轴的约束,由于膨胀 力作用在零件内壁上,形成两个分力, 即轴向力和径向力,在这两个力的作用 下,零件基本成实体状态。径向力在车 削加工过程中可以减小 Py 力的作用,轴 向力可以减小车削过程中 Px 力的作用。 另一方面,注水明显降低了切削热对工 件变形的影响。薄壁套外圆加工完毕后, 应打开注水口,卸载内孔压力后,再拆卸 工件,清洗薄壁套内孔,锯末晒干后可 以重复使用。
5. 结语
通过对薄壁套孔内装入锯末压实注 水的工艺试验,为薄壁套的加工探索出 一种切实可行的加工工艺方法。填锯末 注水膨胀法对于单件小批量生产尤其经 济实用。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

