



刀具自动测量功能在车铣复合数控机床上的研发与应用
2026-3-5 来源: 武汉华中数控股份有限公司研究院 作者:叶 琦 王 旭
随着工业 4.0 与智能制造的发展,航空航天、汽车制造、医疗器械等行业对加工设备的自动化与精度提出了更高要求。车铣复合数控机床因其集成车削与铣削功能,成为复杂零件高效加工的关键设备。刀具作为加工过程中的核心部件,其几何参数的准确性直接影响加工质量。传统手动对刀方式存在效率低、误差大、依赖经验等问题,难以满足现代制造的高精度与自动化需求。为此,本文基于华中 8 型数控系统,研发了一套刀具自动测量与磨损补偿功能模块,实现了刀具长度、直径的自动测量、磨损监测与自动补偿,提升了加工过程的智能化水平。
1. 刀具自动测量功能研发
(1)技术原理
刀具自动测量功能基于接触式测头与数控系统的协同工作。测头安装在机床工作台上,当刀具按预设轨迹接触测头时,测头产生触发信号,数控系统记录当前坐标位置,通过算法计算刀具的实际几何参数。系统通过以下步骤实现自动测量 :
位置标定 : 对刀仪量块 A 点与主轴中心的相对位置通过参数设定界面(见图 1)进行标定,计算公式为 :
其中,Xa 为外圆直径,XWIDE 为对刀仪长度。轨迹规划 : 根据设定的安全距离、测量次数和速度参数,系统自动规划刀具接近、接触和退回的路径,避免碰撞。
数据采集与处理 : 刀具接触测头瞬间,系统记录坐标值,并通过多次测量取平均值提高精度。磨损量通过对比初始参数与实测值计算得出。自动补偿 : 测量结果自动写入刀具偏置表,数控系统在加工过程中实时调用修正值,实现磨损补偿。
(2)系统组成与界面设计
系统由测头硬件、华中 8 型数控系统和人机交互界面组成。界面设计注重便捷性,主要功能界面包括 : 用于标定对刀仪与主轴的相对位置(见图 1)。设置安全距离、测量速度等参数(见图 2)。
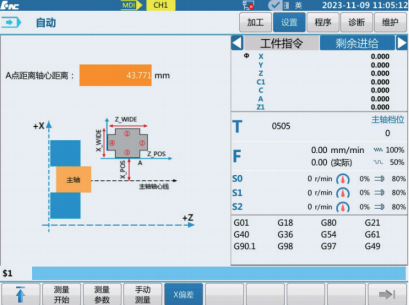
图 1 对刀仪量块位置设定界面

图 2 测量参数设置界面
支持车刀、铣刀等 10 种刀具类型的测量任务配置(见图 3),一键完成 Z 轴偏差标定,数据自动存入零点偏置表(见图 4)
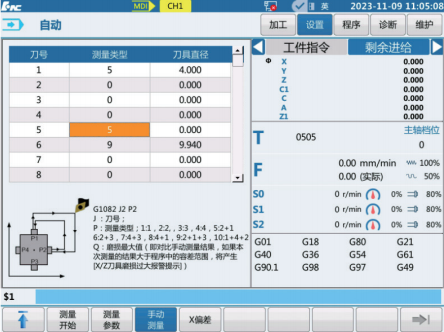
图 3 测量类型选择界面
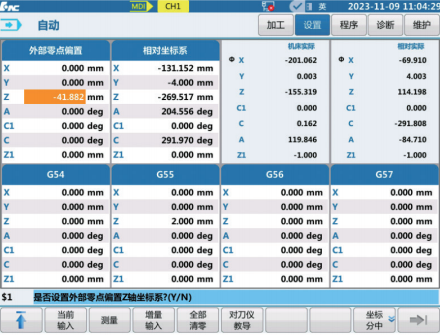
图 4 教导模式界面
(3)自动测量循环
系统通过 G1082 指令调用测量循环,参数D、E 分别控制 X、Z 方向的测量流程(见图 5)。测量轨迹包括接近、接触、记录和退回四个阶段,确保安全性与重复精度。
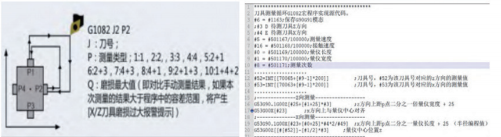
图 5 系统调取宏程序控制刀具测量轨迹
2. 实验与结果分析
(1)实验设计
为验证系统性能,在某汽车零部件企业车铣复合机床上进行对比实验。选取 10 组刀具(车刀、铣刀各 5 组),分别采用手动对刀和自动测量功能进行参数设定与磨损监测。加工材料为 45 钢,测量重复性条件为同一刀具连续测量 5 次。
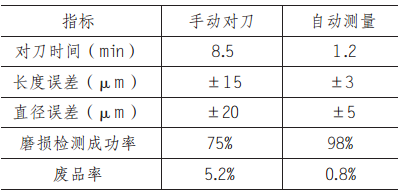
(2)数据对比(见表 1)
表 1 测量数据对比表
(3)结果分析
效率提升 : 自动测量将对刀时间从 8.5 分钟缩短至 1.2 分钟,效率提升约 85%。
精度改善 : 长度和直径误差分别控制在±3μm 和 ±5μm 以内,显著优于手动对刀。可靠性增强 : 磨损检测成功率提高至 98%,避免了因刀具磨损导致的批量质量问题。
成本降低 : 废品率从 5.2% 降至 0.8%,减少了材料与工时浪费。
3. 结语
刀具自动测量功能的研发与应用,推动了车铣复合数控机床向智能化、高精度方向发展。通过集成传感器技术、运动控制算法和人机交互设计,该系统实现了刀具参数的快速精确测量与磨损补偿,有效提升了加工质量与效率。未来,将进一步优化测头精度与自适应算法,拓展其在智能制造中的应用场景。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

