


基于SYNTEC的大型螺旋锥齿轮专用数控机床人机界面设计
2016-9-21 来源:沈阳工业大学机械工程学院 作者:田国富 张西栋 任仲伟 宋江波 唐媛媛
摘要:利用新代数控系统一10B提供的eHMI开发工具,通过建立专案并且在专案上添加画面档以及功能键(Fenubar)的方法,对弧齿螺旋锥齿轮数控加工参数输入进行了开发设计。将齿轮加工所需要的各种参数信息通过不同元件的形式添加在画面档上。根据画面档内容,相应地客制功能键的动作,将画面档与功能键链接在一起。利用eHMI的测试仿真模块进行仿真模拟,实现了利用功能键操控画面档的切换以及相应参数输入的功能。对新代数控系统的客制工作为后续相关研究工作奠定了一定的基础。
关键词:新代数控系统;螺旋锥齿轮;画面档;测试仿真
0、前言
齿轮在整个机械行业中占有举足轻重的地位,是机械工业的基础件‘11。在相交轴传动中,弧齿锥齿轮具有承载能力高、传动平稳、对安装误差的敏感性小以及传动效率高等优点,因此弧齿锥齿轮的数控加工得到工程技术人员的重视[2]。弧齿锥齿轮的数控加工程序编制复杂,而且编程语言抽象;为了满足不同规格螺旋锥齿轮的数控加工要求而进行的参数化编程是以友好的参数化输入界面——人机界面(Human Ma—chine Interface,HMI)为基础的。人机界面是用户与机床互相传递信息的媒介,用来实现信息的输入和输出[3]。数控系统操作界面的友好与否直接影响到数控编程的效率,甚至影响到整个数控系统的用户认可度[4]。沈阳工业大学为了满足螺旋锥齿轮数控加工机床的开发需要,引进了台湾新代科技股份有限公司研发的SYNTEC.10B数控系统,该系统具有良好的开放性,可以利用系统自带软件开发包,对螺旋锥齿轮数控加工所需的各级参数输入界面进行相关客制,形成一个完备的界面系统,为后期参数化编程工作打下良好基础。
1、软件工具
对新代数控系统的二次开发需要登录新代科技的官方网站,下载win32相关软件:(1)WindowsUpdate;(2)LadEdit一2.13.0.msi;(3)MacroDev软件;(4)铣床Win32软件。特别注意四个软件需要按照编码顺序依次安装,否则会出现兼容性问题[5]。安装完之后,相关的开发客制软件即可在通用PC上运行,操作环境为windows2000/XP/7。
SYNTEC系统内部的eHMI是一款更直觉、更简易编辑控制面板人机接口的开发工具,通过直接点选和表格输入的方式,使用户免除繁杂的程序编写过程,取而代之的是更简易、更有效、更人性化的操作接口[6-7]。将eHMI开发软件用于参数化编程中所需相关界面的客制工作,可以提高数控系统二次开发的效率,优化数控编程加工过程中的人机交互性。
2、系统的整体设计
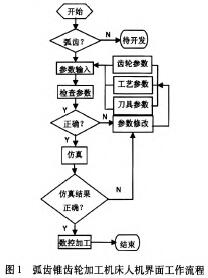
机床的加工对象是弧齿锥齿轮,所以根据项目开发要求,采用面向对象的设计方法[8],对弧齿锥齿轮加工的人机界面作开发。图1是弧齿锥齿轮加工机床人机界面工作流程,首先是选择齿制,进入弧齿锥齿轮的参数输入界面,然后通过底部相应的功能键进入齿轮参数输入界面、工艺参数输入界面以及刀具参数输人界面的各级子菜单,进行相应数据参数的输入。通过参数检查模块的自检,如果有错误参数,返回参数输人界面进行参数的修改;如果无误,则进入仿真加工模块。在仿真过程中如果出现刀具与工件的干涉等错误,则返回参数输入界面进行参数的修改,直至错误消除,进人数控加工过程,最后退出程序,完成加工。
3、主要界面的客制
新代数控系统的客制过程包括画面档与功能键的设计、画面档与相应功能键的链接以及安装文件的封装。图2是新代数控系统SYNTEC一10B开机运行的的标准人机界面[5],为了保证原系统的完整性以及客制后系统维护的便利性,需要在标准人机界面的基础上进行相关的操作[9]。相关界面的客制是在eHMI中完成的,图3是eHMI主画面,由工具列、工作区、画面档总管/功能键总管、属性框、状态列组成[7]。
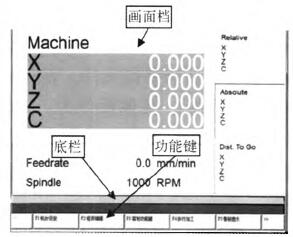
图2新代数控系统SYNTEC一10B标准人机界面
3.1专案的建立
人机界面由多个功能键(fenubar)、画面档(browser)、图片档、多国语言档组成,而且eH.MI会自动帮助编辑者管理这些档案。大量的界面客制过程表明,通过新增专案的方式,添加画面档和功能键来实现界面的客制,更易于一般编辑人员接受¨引。
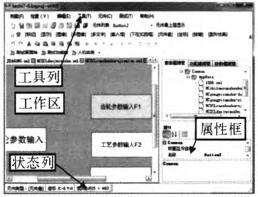
图3 eHMI主画面
选择“档案-+新增.+专案”,然后在弹出的对话框中指定要使用的专案名称与存储位置,点击确定。此时根据弹出提示,点选要加载标准人机的OCRes文件的位置,进入新的专案,eHMI将自动加载\OCRes\Common下的CncFenu.xml(默认功能键名称)与SyntecParam.xml(默认参数档名称),以及\OCRes\Common\AppData下所有画面档,该操作的目的是保证原系统的完整性,便于后续画面档和功能键的客制文件管理。
3.2画面档的客制
人机界面大致分为两部分,一个是基础底层画面,一个是实际在切换的区块上的画面,其中“基础底层画面”是由、OCResDir\Common\AppData\Backgnd.xml的档案所定义的r71。需要对实际切换的区块上的画面进行客制,在画面档总管区右键点选“AppData-+加入新画面档(N)”,在弹出的对话框上填写画面档大小值,“名称”一栏不识别中文字符,然后在这个空画面档上面添加自己所需要的元件。首先为空画面档添加一个基底面板,具体操作为:点选“元件_元件盘(Panel)”,设置该元件盘为最底层。以“齿制选择”显示元件为例,介绍普通显示元件的添加过程,在元件盘上添加“标记”显示元件,点选“元件一标记”,在工作区的元件盘上按住左键拉出“标记”元件,然后双击该元件,通过图4所示的元件设定对话框对其尺寸大小、名称标题、字体颜色以及字体大小等属性进行设置,当该画面档设置完毕后,可以通过点选“测试_+测试画面档”来进行画面档客制效果的检验。其他画面档显示元件的添加过程与此类似,不再赘述。
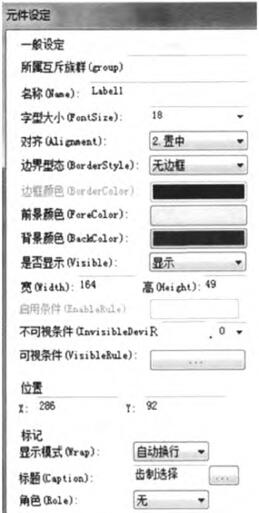
图4元件设定对话框
3.3功能键的客制
一个功能键由一个以上的按键列(fenu)组合而成。功能键的客制是在主功能键的基础上,通过启用某一个闲置功能键按钮,将该按钮的动作链接至之前客制好的画面档。如“齿制选择”功能键的客制及与相应画面档的链接过程。
在功能键总管区右键单击点选“CncFenu5.xml-÷新增按键列(F)”,在弹出的对话框中键入新增按键列的名称“chizhixuanze”后点击确认,然后生成一个按键列,双击“F1”按钮,弹出如图5所示的F1快捷键设置对话框,对该快捷键的标题设置为“弧齿”,将“连接”引导至已经客制好的次级功能键“huchicanshushuru”。点击“不受密码保护的动作”,弹出动作设置对话框,将功能选项总表中的“切换至客制界面”功能添加到Action List里面,最后在右下角输入已经客制好的画面档名称“HCZCLcanshushurujiemian”,点击“OK”,完成添加。其他功能键的客制以及功能键与画面档之间的链接过程与“齿制选择”的客制过程相似。

图5F1快捷键设置对话框
4、界面系统的测试与界面的层级关系
4.1界面系统的测试
eHMI开发包具有测试仿真的功能,测试分为测试专案、测试画面档、测试功能键、人机实测‘61。如选择“测试一人机实测_利用本专案OCRes测试”,测试系统就会根据客制好的画面档与功能键进行模拟仿真。图6是参数输入总界面,图7是齿轮参数的输入界面。
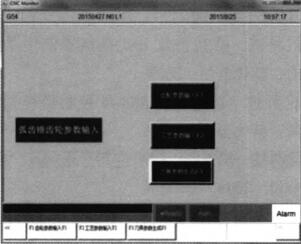
图6参数输入总界面
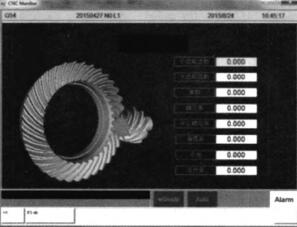
图7齿轮参数输入界面
4.2界面层级关系
客制的整个界面是一个画面系统,为了便于分析各级界面之间的从属关系以及直观的了解画面档内容,绘制层级关系框图,如图8所示。
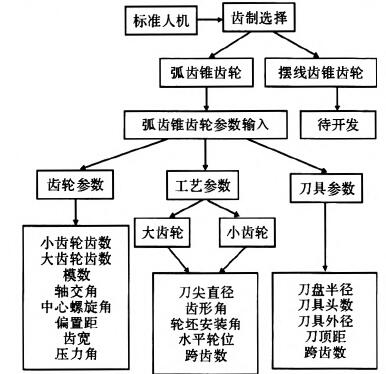
图8界面层级关系框图
5、多轴群显示设计
用于螺旋锥齿轮加工的是多轴系统机床,在多轴系统中通常需要将$1(第一轴群)、$2(第二轴群)设置为按照轴群设定来显示坐标内容,如$l的XYZC显示在$1的坐标组件中,$2的AB显示在$2的坐标组件中,这样显示符合用户的使用习惯,也容易辨认轴与轴群的关系。图9为主界面轴群分布图。
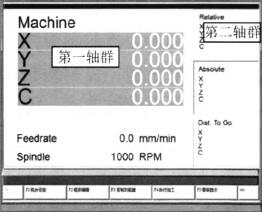
图9主界面轴群分布图
<Screen Type=”DotNetExtension”>
<!一一Machine coordinate layout一一>
机械坐标。<CoordBox>
<PageSize>5</PageSize>一页显示的轴
数目,默认为5。
<AxisGroupSource>1</AxisGroupSource>
设定要显示的轴群,默认为0。
</CoordBox>
<!一一Relative coordinate layout一一>相
对坐标<CoordBox>
<PageSize>5</PageSize>一页显示的轴
数目,默认为5。<AxisGroupSource>2</Axis.
GroupSource>设定要显示的轴群,默认为0。
</CoordBox>
<!一一Absolute coordinate layout一一>
绝对坐标。<CoordBox>
<PageSize>5</PageSize>一页显示的轴
数目,默认为5。<AxisGroupSource>0</Axis.
GroupSource>设定要显示的轴群,默认为0。
</CoordBox>
<!一一Distance to Go coordinate layout一
一>剩余距离。
<CoordBox>
<PageSize>5</PageSize>一页显示的轴
数目,默认为5。<AxisGroupSource>0</Axis.
GroupSource>设定要显示的轴群,默认为O。
</CoordBox>
</Screen>
6、专案的封装
在专案模式下客制完成的画面档与功能键需要打包封装,生成安装包,复制到相应数控系统文件夹下,通过更新系统的方式,将客制部分内嵌到原系统中,方可正常运行[7]。
首先点选“工具一检查记忆体是否重复一检查档案\专案”,对专案的建立位置与专案参数进行检查,在确保无误的情况下,点选“工具一建立安装档_打包专案”,将该专案下的所有档案资料压缩成一个Zip类型的安装档,将此安装档复制到标准人机磁盘中,然后在标准人机(CNCMon)中升级即可‘[7]。
7、结论
本文在对弧齿螺旋锥齿轮数控加工过程所需工艺参数分析的基础上,客制出了所需画面档以及功能键。通过对功能键与画面档相关参数的设定,将客制的所有画面档与功能键整合为一个完整的界面系统,然后借助eHMI的测试功能,对该界面系统进行仿真测试,测试结果满足了设计要求。通过编程,对坐标组件主轴群的坐标显示进行了设计,满足了用户的使用习惯。该界面客制过程为台湾新代数控系统的相关客制工作提供了参考,为数控系统的后续客制提供了一个平台和基础。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

