


防错技术在齿轮类零件加工中的应用
2018-12-3 来源:西安法士特汽车传动 中钢集团西安重机 作者:纠永杰 黄引团
摘要: 本文结合齿轮类零件生产加工实际,采用 PFMEA 和防错方法,以预防为出发点进行工艺开发设计,在工艺开发过程中识别出潜在的缺陷发生的风险,并进行有效改善,最大可能的规避了质量问题的发生,使生产质量水平得到了大幅的提高。
关键词: PFMEA;防错;齿轮加工
0 引言
随着技术的不断发展,产品的更新换代周期越来越短,同时顾客对产品质量的要求也越来越高,面对这种形势,企业要想在激烈的市场竞争中取得优势,必须提升自身的质量观,将顾客的需求作为质量符合的标准。以前“逐步改善”的质量模式已跟不上新形式的发展,制造业的大多数企业都面临着质量升级的瓶颈。“
零缺陷”质量管理以极高的生产效率、极低的不良成本,体现了一个企业的管理水准和竞争力。
1 、零缺陷质量管理
在质量管理的发展历程上,20 世纪 60 年代,由美国的菲利普·克劳士比最早提出“零缺陷”的口号。强调预防系统控制和过程控制,要求全体工作人员“从开始就正确地进行工作”,“第一次就把事情做对”,使产品符合对顾客的承诺要求,从而保证产品质量和工作质量。
零缺陷理论在质量定义上,质量是满足顾客的需求;在系统上是预防,预防产生质量;工作标准是零缺陷,坚信缺陷的发生是有根源的,缺陷是可以避免的。零缺陷理论被广泛应用于制造过程的改善,实践经验表明,通过预防,质量成本可以永久的降低。
设计时通过充分的风险辨识,寻找缺陷产生的根源,通过有效的对风险进行预防和检测,将生产运行中可能遇到的质量风险化解在初始阶段,同时利用防错方法来有效避免缺陷的发生,最大程度消除产品在生产过程中可能发生的缺陷,直至全制造过程达到一次合格的目标。
2 、过程失效模式与后果分析
过程失效模式及后果分析(PFMEA)是一种综合分析技术,其目的是通过分析和识别产品制造过程中可能出现的失效模式,及这些失效模式可能引发的后果,有的放矢地制定预防措施,从而最大限度的降低质量不过关的可能性,确保产品符合标准。PFMEA 内容包括识别与产品相关的过程潜在失效模式;评价对过程和顾客的潜在影响;识别潜在制造或过程失效模式;评价对顾客的影响;识别潜在制造或装配失效的原因,确定减少失效或找出失效条件的过程控制变量;对潜在失效模式分级,建立考虑纠正措施的优选体系。PFMEA 的主要分析步骤:
①明确分析范围;
②评价可能会造成产品质量不合格的问题,并分析这些问题一旦出现可能对产品质量和客户造成的潜在影响,同时对这些影响就严重程度进行评级;
③针对每个潜在失效模式,尽量找到其失效原因和原理,然后有针对性的制定预防措施;
④编制潜在失效模式分级表,优先控制可能会造成巨大不利影响的失效模式;
⑤根据失效模式影响的分析结果,找出系统中的薄弱环节,制定和实施各种改进措施,并跟踪控制措施的实施情况,更新失效模式分级表。
潜在模式的综合风险评估最终归结为风险顺序数(RPN),RPN 是严重度(S),频度(O)和探测度(D)的乘积,RPN 越高,意味着风险越大,它使我们能够对问题的轻重缓急进行排序,但确定“可接受”风险的时候必须意识到优先级别的选取应当建立在对严重度、发生频度、探测度的分析上,而不是通过 RPN 阀值来决定。 我公司对 RPN 的规定为:一般情况下,不管 RPN 的结果如何,当严重度 S>8 时,必须采取纠正措施。
PFMEA 应始终反映最新水平及最近的相关措施,它是一个动态文件。PFMEA 是质量管理的升级,它将“持续改进”上升到“提前预防”。相关人员应更新自身思路,适应PFMEA
要求,最大限度的避免质量风险。
3 、防错技术概述
PFMEA 找出了过程中的潜在风险,但 PFMEA 自身并不是解决问题的工具,解决问题需要采取防错技术,防错技术是指通过运用一些技术、装置和标准,去预测、阻止或者发现差错,以实现产品零缺陷的过程方法。防错技术以人为本,预防为主,在缺陷发生之前就及时得到发现。
防错技术具有以下特点:
①可以对产品全检,但不增加操作者的劳动负荷;
②只有满足规定的操作要求,作业过程才能继续;
③差错发现及时,可以快速纠正;
④设置成本低。
运用防错方法除了消除产品缺陷、减少返工返修,提高产品合格率外,还能提高人员的作业效率,缩短新员工的培训周期,提高换型时间,改善作业安全性等作用。根据防错的有效性,防错可分成以下三个等级:
①不制造缺陷:通过工艺设计,确保零件在制造过程中避免质量问题发生,对于可能发生的缺陷在预先得以设防,其中工艺工程师是建立防错体系的主导者。
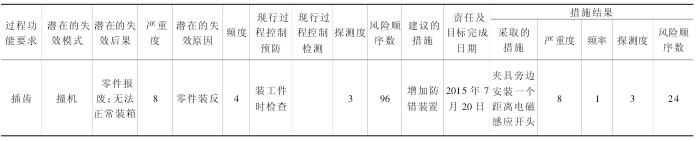
表 1同步器滑动齿套 PFMEA 分析案例

表 2 同步器滑动齿套 PFMEA 分析案例
②不传递缺陷:缺陷在某个工序产生并被当场发现,通过采用各种技术方式防止缺陷流入下道工序。
③不接受缺陷:此工序发现前道工序造成的缺陷。其中不制造缺陷是有效性级别最高的,成本也最低。机加工过程中的防错技术应用主要有零件夹紧定位防错、断刀监测、刀具识别、零件加工尺寸防错、零件漏工序加工防错、零件类型防错等几种类型。
防错的思路要遵循工业工程中的 ECRS 原则。针对存在的问题,要尽可能从源头上消除,如果不能消除,则考虑采用替代的方式,避免依赖于操作者的技能或责任心去防止差错。在必须依赖于操作者的作业环境中,应尽量采用重组、合并等方法,简化操作步骤,以减少差错环节,同时采用检测手段及时发现差错。
综上,生产线的防错设计应基于过程失效模式及后果分析(PFMEA)。在工艺规划的初期,工艺方案一旦确定,由工艺工程师主导,质量工程师、维修工程师、生产线调度等参加的工作小组,必须对每一道工序展开透彻的工艺过程潜在失效模式分析,将所关心的每道工序中可能发生的缺陷的危害性即严重度、缺陷形成原因所决定的频度、缺陷控制方法所决定的不可探测度等要素通过设定的标准予以量化,评判出各种失效模式的风险等级,并提出相应的预防措施,据此作出详尽的质量控制计划,对其中高风险的工艺过程制订周密的防错计划。
工艺工程师借助工艺过程失效模式及后果分析,从诸多的工艺过程中找到质量控制的薄弱环节,实施极具针对性的防错计划,保证生产线稳定可靠地制造出高品质的产品。
4 、防错技术在齿轮加工中的应用
齿轮是汽车传动系统的基础部件,在变速箱和车桥中大量使用。在齿轮加工过程中,防错技术的合理有效运用具有十分重要的作用。由于齿轮零件的质量直接影响到变速箱总成的质量,为了避免出现更多的产品问题,齿轮加工车间应该将防错重点放在关键零部件的关键工序上,采取先进的防错检测方法,加强制造过程的控制,才能实现最终产品的零缺陷。
以某齿轮生产车间加工的锁销式同步器滑动齿套插齿工序为例予以说明。同步器滑动齿套在变速箱内与驱动齿轮和减速齿轮采用花键连接,齿套外啮合齿与驱动轮或减速轮的内啮合齿同步后相啮合。该齿套工艺流程为:锻造毛坯—粗车成型—精车—钻孔、倒角—插齿—倒圆角—去毛刺—热处理—热后车拨叉槽—最终检验—涂油、入库。其中插齿工序包括正、反两面插齿,因此零件装反和漏工序是此工序高风险的两种失效模式。项目启动初期,PFMEA 工程分析小组针对插齿特点并结合以往 PFMEA 制定经验,制定了该工序 PFMEA 分析表(见表 1),利用该分析表提前发现了此工序存在的高风险失效模式。
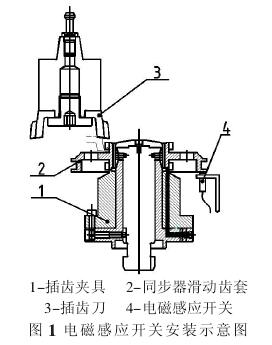
由表 1 可知,此工序的零件装反存在失效风险(RPN=96),必须制定有效措施防止此失效发生。工程分析小组在机床夹具旁边安装一个距离电磁感应开关,如图 1 所示,使机床能够识别工件是否装夹正确,装夹时如果工件装反,在机床启动时,机床报警,提示工件装反,消除撞机造成的影响。
同时通过在后工序的制动控制来实现漏插齿失效模式的探测,工程分析小组采用在后工序夹具上增加防错销,如果漏插齿工序,则后工序无法加工,从而杜绝漏工序失效模式的发生。通过采取以上措施,将此工序的频度由 4 降 至 1,RPN 值 由96 降至 24 (见表 2),可认为采取的措施有效。
5 、结语
防错不仅是一项系统工程,而且是实现“零缺陷”的有效手段,更是以预防为主的零缺陷质量管理体系中的核心组成部分。在进行生产线设计时,只有在正确评估各种失效模式的风险程度,准确地对关键工序、关键步骤进行防错设计,才能取得事半功倍的效果。
此外,生产线防错经验的及时总结,以制造工程师牵头,质量工程师、维修工程师和生产线调度、班组长等多方参与组成的工作小组,定期共同审核过程失效模式及后果分析,通过回顾生产线运行状况,总结生产现场的最新经验,及时修订 PFMEA,依此对防错系统进行重新评估,以决定增加必要的防错装置,优化防错机构,不断改善整个防错系统,才能逐步实现“零缺陷”的质量目标。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

