


基于精雕系统的精密弧面齿轮加工
2022-3-11 来源:北京精雕科技集团有限公司 作者: 张欢龙
1. 序言
齿轮在机械传动中有着重要的作用,在工业、农业机械领域有着广泛的应用。目前齿轮产品基本分为 3 类 : 车辆齿轮、工业通用齿轮和工业专用齿轮。其中车辆齿轮根据不同车辆又可以分为汽车齿轮、摩托车齿轮、农用车齿轮、农机齿轮和工程机械齿轮 ; 工业通用齿轮主要是齿轮减、变速箱,包括圆柱齿轮变速箱、圆柱 - 圆锥齿轮减速箱等;工业专用齿轮分为高速齿轮、船用齿轮、石油化工机械专用齿轮及建材磨机齿轮等。按照齿轮产品的档次来分,高、中和低端产品的比例大约为 25%、35% 和 40%; 按照生产高、中和低端产品的企业来分,其比例大约为 15%、30% 和55%。2017 年,我国齿轮产品进口额约为 160亿美元,其中对高精度齿轮的需求占比逐年增加。目前国内生产的中低端齿轮产品和部分高端产品就能满足消费端需求,而汽车自动变速器、机器人精密减速器等高精度齿轮传动装置还不能满足需求,仍大量依赖进口。
2.传统齿轮加工情况
各种齿轮的加工工艺比较见表 1。
表 1 各种齿轮的加工工艺比较
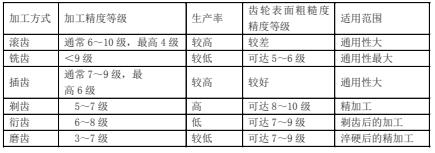
目前,国际高端齿轮市场上的制造企业有 :美国格里森、德国皮特勒、德国维拉(WERA)、日本那智不二越以及瑞士莱斯豪尔等。随着产品逐渐向多品种、小批量发展,采用通用数控五轴机床加工齿轮成为近两年来新的热点问题。尤其是滚齿加工,一般是定制专用滚刀来进行加工,这种加工方式的优点是 : 适合批量大、品种少的场合。但是对于品种多、量少的场合就存在劣势 :定制滚刀的价格昂贵,不能适用于各种尺寸、形状变化的齿轮。
3. 弧面齿轮结构及技术参数
北京精雕设备由于拥有强大的在线检测、在线补偿技术,所以结合五轴联动功能,已经在精雕齿轮加工中崭露头角。下面以精雕换刀机构上的精密弧面齿轮加工为例,说明精雕设备在加工精密弧面齿轮上的优势。精雕设备原有换刀机构购自海外制造商,在承接手机外形零件加工时,由于需要高频率地换刀,所以当次数在 3 万次以上时,开始出现故障。基于上述情况,北京精雕利用自有设备尝试加工换刀机构的弧面齿轮(见图 1)获得成功。经现场验证,换刀次数在 10万次以上,都没有出现故障。

图 1 弧面齿轮
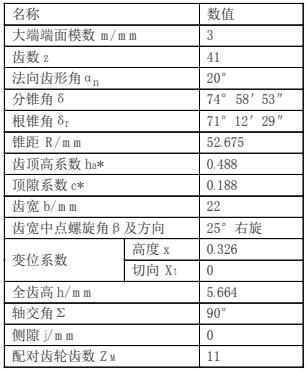
图 2、图 3 分别为小弧齿齿轮、大弧齿齿轮,其技术参数分别见表 2、表 3。
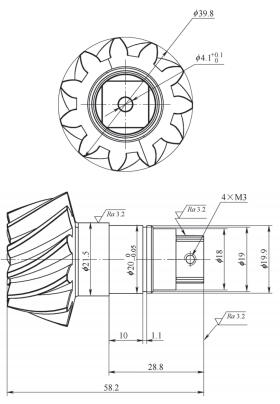
图 2 小弧齿齿轮
表 2 小弧齿齿轮技术参数
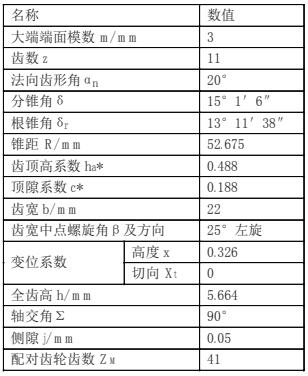
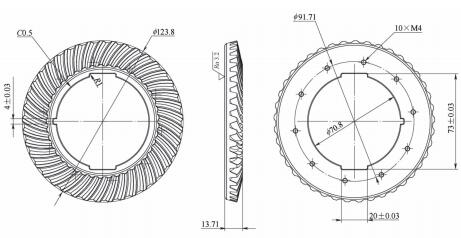
图 3 大弧齿齿轮
表 3 大弧齿齿轮技术参数
4. 夹具设计方案
图 4 为夹具及其与零件的组装。采用螺栓夹紧,夹具平面度≤ 0.003mm; 工件尽量放置在机床轴心位置,并使主轴下降位置适当。

图 4 夹具及其与零件的组装
5. 采用精雕 SurfMill 软件编程
图 5 为齿轮设计图样。
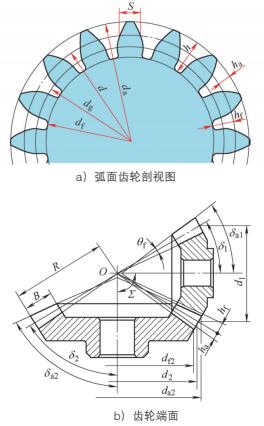
图 5 齿轮设计图样
采用精雕 JDSoft SurfMill 软件编程。该软件针对齿轮加工的特点,按照与传统加工方式一致的展成法计算方式,开发了相应的加工模块 ; 实现了编程简单化,操作简单快捷,路径计算精度高,可以满足不同加工需求 ; 同时融合了 DT 编程技术,使加工编程可视化,在机检测技术保证了加工安全。
在精雕 CAM 软件 SurfMill 中设置走刀方式、顺序等,借助软件中展成法路径功能算法的实现,采用侧刃模拟两齿轮啮合时的动作,沿齿面切向逐渐展成加工。软件中展成法设置如图 6 所示,软件编程模拟结果如图 7 所示。
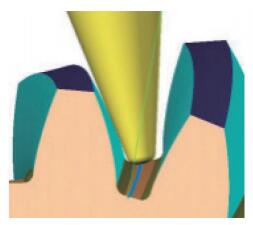
图 6 软件中展成法设置
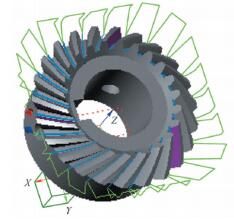
图 7 软件编程模拟结果
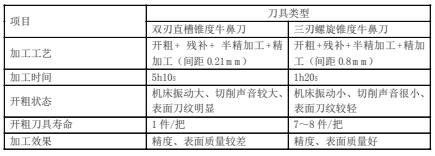
6. 采用锥度牛鼻刀加工
采用锥度牛鼻刀加工。刀具类型分析与对比见表 4。
表 4 刀具类型分析与对比
7. 工艺工序的制定
各工序具体内容如下。
(1)粗加工采用满足小端尺寸的最大尺寸锥刀,按五轴曲线的方式开粗。
(2)残补与清根 使用小角度锥刀完成齿根位置的清根,齿侧两面采用五轴曲线的方式去除。
(3)半精加工留侧壁余量采用展成法加工。
(4)精加工 为提升表面质量,主轴加工前先预热,与半精工一样,采用展成法进行精加工。
(5)在机测量通过在机测量控制工序中的工件精度,并且编写宏程序实现在机测量超差报警提示。
以 Φ39.8mm×58.2mm 差速器主动齿轮为例,工件材料为 38CrMoAl,各工步所用刀具及加工时间见表 5。
表 5 各工步所用刀具及加工时间

8. 加工难点及有效措施
该齿轮的加工难点在于 : 齿形造型与接触检查 ; 需保证各个齿面余量均匀 ; 同时齿距、径向圆跳动等指标达到设计要求。针对难点问题,应用精雕 CAD/CAM软件专业齿轮造型与编程功能,在机测量检测齿面余量保证在 ±5mm,表面粗糙度值 Ra < 0.15mm。
9. 结束语
经过 JDSoft SurfMill 软件在编程后结合软件的 D T 加工技术,可以清楚地了解实际加工的安全性和实用性。通过机床模拟可以了解实际加工中的碰撞、干涉问题,保证程序的安全可靠。加工的小弧齿成品如图 8 所示,大弧齿成品如图 9 所示。

图 8 小弧齿成品

图 9 大弧齿成品
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

