


刀具刀尖圆弧半径对切削过程中切削力的影响
2016-12-14 来源:中山职业技术学院 作者:周敏
摘要:对于切削力的建模通常采取将切削刃边界离散化的方法,然而在车削的最后阶段,由于刀具的刀尖半径圆弧较小,在正交切削试验中辨识局部切削力模型具有很大的局限性。本文采用一种新颖的试验配置来研究圆弧半径,。对切削力的影响。在切削试验中考虑了刀具半径,在圆柱外圆切削试验和端面切削试验的基础上,将试验结果与反向辨识相比较,该方法能够证实圆弧半径rE对切削力有很大的影响。
关键词:切削力;刀具几何形状;刀尖圆弧;车削
1.引言
在车削过程中对切削力的准确预测能够保证工件的加工质量。在一定范围内,切削力建模需要仿真工件的变形和振动,此外切削力建模还能够将加工装备划分为阻尼系统,在较低的程度上,刀具施加在工件材料上的局部载荷可以用来估计表面完整性。为了提高切削力的预测精度,本文提出一种新的试验过程用于研究刀具圆弧半径对局部切削力的影响。
刀具圆弧半径rE是切削过程中实现理想性能的重要参数,已加工表面的粗糙度值受到圆弧半径rE的显著影响。对于给定的切削参数,增大刀具的圆弧半径,可以减小切削的残留高度并改变流屑方向,同时还能够限制切屑对已加工表面的刮擦。切削力同样也被影响,增加切削力使进给力增大,可能会导致工件弯曲旧’8’111。目前已经有一些专家学者开始研究圆弧半径rE对动态性能的显著影响旧t4 J。通过圆弧半径rE可以修正刀具磨损情况,主要通过改变未切削切屑厚度的局部分布来实现旧’5J,同理,已加工表面层的残余应力也可能受刀具几何形状的影响‘5,61。在工件几何与表面完整性的切削力建模中,对于复杂的车削操作,切削刃离散化方法对于确定合力与分力很有效(见图1)。
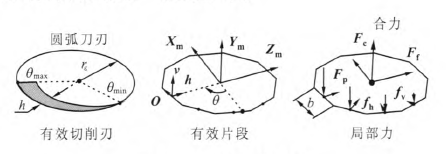
图1 刀刃离散化原理
线性力由局部几何参数表示,可以由正交试验来修正,可表示为
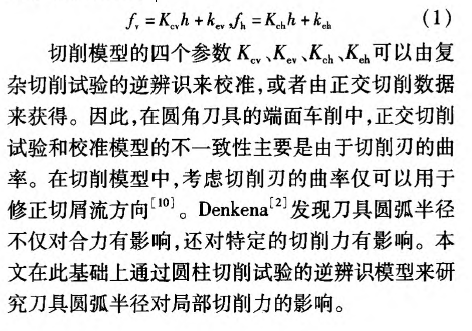
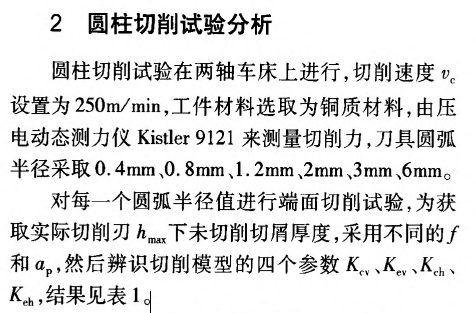
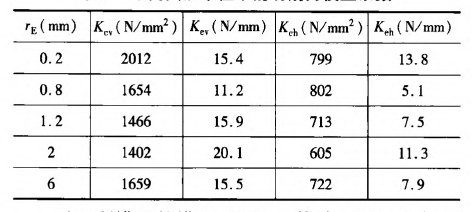
表1 不同圆弧半径下的切削力模型系数
对于所辨识的模型,可用厂E估计对h的局部影响(见图2),曲线不是单调变化的。可见,当未切削切屑厚度大时,rε的影响比较显著。然而此处的分析结论有所差别,因为在rε=6mm和有直线刃口时,受力较大j原因是最大的刃口半径和有效工件半径。

图2 不同n值下rE对力分量的影响
3.切削试验模型验证与结果讨论

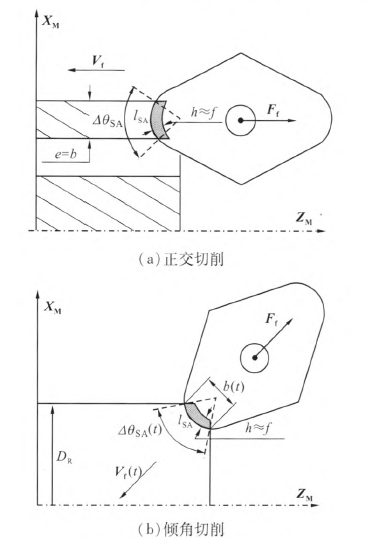
图3不同的切削配置方式
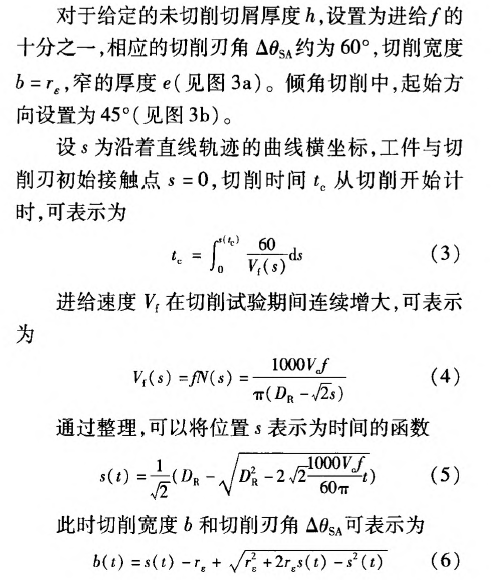
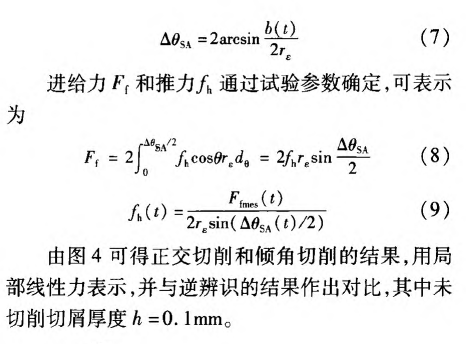

图4正交切削、倾角切削与逆辨识结果的对比
由图4可见,增大圆弧半径使切削力增大。力的大小及其趋势在试验中都类似,也证实了倾角切削方法的正确性,在正交切削中力变化较大,可以解释为这种配置方式能够获得的未切削切屑厚度较小。
4 .结语
针对刀具半径对工件表面粗糙度及残余应力的影响相关研究已经很多,但对于切削力模型的相关研究尚不多见,本文采用一种新的切削配置方式来研究圆弧半径对切削力的影响,通过逆辨识模型、正交切削以及倾角切削试验,并将结果进行对比,来理解切削过程中的切屑变形和耕犁效应,同时验证本文建立的切削力模型的正确性。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

