


基于宏变量的刀具半径补偿
2020-3-24 来源:陕西国防工业职业技术学院 作者: 雒钰花
摘 要:介绍了刀具半径补偿的作用,分析了基于宏变量的刀具半径补偿方法。 以数控加工圆形凸台零件为例,给出了基于宏变量的刀具半径补偿应用实例,并与普通加工、无刀半径补偿加工相比较,确认基于宏变量的刀具半径补偿的优越性。
关键词:刀具 半径补偿 加工 宏变量
1、 刀具半径补偿作用
刀具半径补偿在数控加工编程中应用灵活多变,功能强大[1-2],它可以减少数控编程中烦琐的计算[3-5],不必求出刀具中心的运动轨迹, 只需按被加工零件轮廓曲线编程即可。在程序中给出刀具半径的补偿指令,就可加工出零件的轮廓曲线,使编程简化。在宏程序编程中,刀具半径补偿功能作用更为明显,这是因为刀具半径补偿参数可以内部传递, 并且参数可以根据需要变化,在实际加工中,宏变量有广泛应用空间[6-8]。
2 、基于宏变量的刀具半径补偿方法
2.1 刀具半径补偿形式
刀具半径补偿在手工编程中主要有两种形式:①在普通程序中, 刀具半径补偿值是固定值, 无参数设置;② 在宏程序中,对刀具半径补偿值有参数设置,需要对补偿值建立宏变量。 通过宏变量对刀具半径补偿值建立数学表达式,直接进行变量传递来改变刀补值,给加工带来方便。
2.2 宏变量设定方法
宏变量刀具半径补偿值的设定方法有两种:① 无变量指令代码设定;② 有变量代码指令设定。 对于有刀具半径补偿功能的数控系统, 刀具半径补偿值的参数设定有专门的编程指令,不同的数控系统,刀具半径补偿宏变量的设定方法不一致。 下面以发那科系统为例, 具体介绍宏变量在刀具半径补偿编程中的使用方法。 利用 G10 指令可设定刀具半径补偿值参数[9],见表1。 表 1 中 H 代码为长度补偿,D 代码为半径补偿,P 为刀具补偿号,R 为刀具补偿值。
表 1 刀具半径补偿种类和指令格式
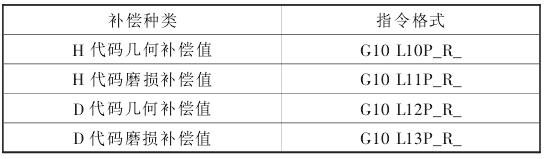
在 G90 指令方式下,实际刀具补偿值=补偿值。 在G91 指令方式下, 实际刀具补偿值=补偿值+刀具补偿号的刀补值。
3 、应用实例
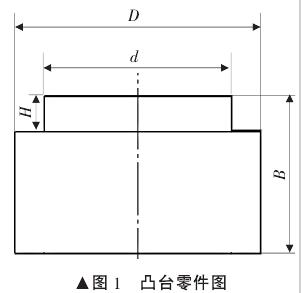
数控加工如图 1 所示圆形凸台零件,其尺寸如下:D =准100 mm,d =准40mm,H=5 mm。 用三种程序对比说明宏变量刀具半径补偿编程方法。
(1) 普 通 加 工 程序。 程序如下:
G00 X20 Y50;// 刀 具
定位至点(20,50)处
普通加工程序的刀具半径补偿执行过程中, 在操作面板 OFFSET 模式下由手工修改刀具半径补偿值。同一轮廓的粗精加工需不断修改刀补值,操作烦琐,使用不便。下述应用宏变量的数控加工程序,可以根据需要设定变量并赋初值,即可达到加工要求[10-11],程序操作简便,通用性强,提高了加工效率。
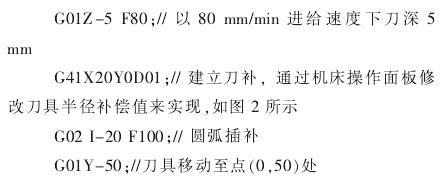
(2) 直接使用变量实现圆台粗精加工。 无刀具半径补偿的宏指令程序如下:
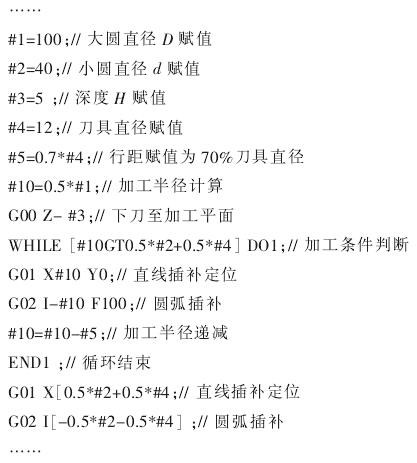
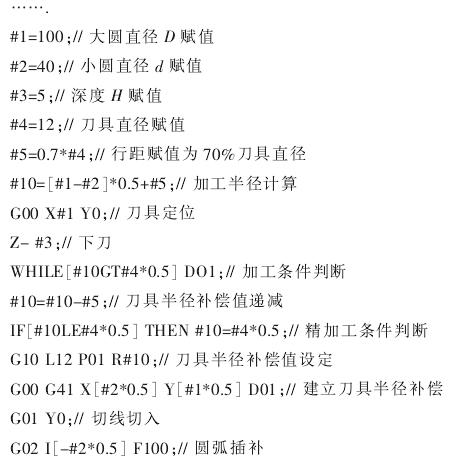
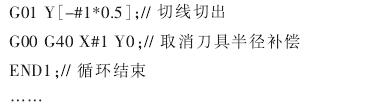
(3) 通过宏指令 G10 设定刀具半径补偿值实现圆台粗精加工。 有刀具半径补偿的宏指令程序如下
4 、结束语
综上所述, 传统手工编程用刀具半径补偿来实现零件轮廓粗精加工,其编程较为烦琐,不能充分体现数控机床加工零件的优越性。 采用宏指令刀具半径补偿的宏程序通用性强,正确使用可事半功倍,改变了修改刀具半径补偿的手工编程运行方式, 简化了程序运行步骤,缩短了零件加工时间,提高了生产效率,给数控机床用户带来了方便。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

