


数控刀具在耐蚀不锈钢材料零件中的应用
2021-12-22 来源:中国航发贵州红林航空动力控制科技有限公司 作者:梁瑞敏
摘要:本文针对不锈钢 Z8CND17-04 材料,采用金相法对零件在最终进行疲劳试验发生断裂的质量问题进行了分析,定性地说明了加工的硬化层是导致零件表面产生裂纹的原因之一,结合公司现有的生产条件,制定了切削试验方案,避免了零件表面硬化层的产生,提高了零件的质量及生产效率。
关键词:不锈钢;金相;硬度;刀具寿命;硬化层
1、现状与问题描述
零件材料为法国标准牌号 Z8CND17-04 属于马氏体不锈钢,硬度 HRC36-41,表面粗糙度 Ra0.4,一般车削加工实现比较困难。实际加工选择肯纳刀具公司的刀片DNGP15402KC730。切削速度 111 m/min;进给 0.02 mm/s;切深 0.075 mm,零件加工完成后,要求做疲劳试验。试验条件为在循环加载最小载荷 Fmin=-4859 KN,最大载荷Fmax=4083 KN 的作用下,寿命要达到 733 600 次以上。但是公司加工的零件在试验进行到 110 000 次循环次数时靠近大端处发生断裂失效。见图 1 所示。

图1 活塞断裂图
2、 原因分析
2.1 金相分析
从金相显示裂纹扩展是本次失效的主要原因,从切面可看到镀铬层和基体交界面,机加工纹路呈波浪状,镀铬层里的裂纹延伸至基体中并靠近断裂起始源,机加工表面粗糙度表现为铬层和基体交界处形成波峰和波谷,在波峰处存在残余拉应力,波谷处存在残余压应力。大多数镀铬层的裂纹在交界面的波峰处产生,而且图 2 中硬化层中存在扩展裂纹,初步断定镀铬层里的扩展裂纹是由加工硬化引起的。
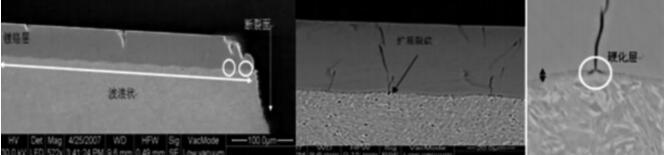
图 2 断裂横截面
2.2 对比试验分析
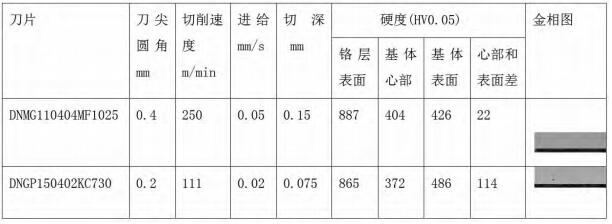
对比其他供应商使用的刀片是 DNMG110404MF1025。我们对所用切削参数、加工后的金相图片、维氏硬度进行了对比,结果如下:
从表 1 看出 DNMG11040404MF1025 的刀片几何圆角,切削速度,进给,切深均是 DNGP150402KC730 的 2 倍。且在铬层和基体交界面显示平缓,刀片基体心部和表面差只有 22 HV。而我公司交界面呈有规律的波浪状(与 0.02 mm/r 的加工状态符合),且大多数镀铬层的裂纹在交界面的波峰处产生,且基体心部和表面差有 114HV(已加工表面发生硬化现象可以通过检测基体表面和心部的维氏硬度差值来反映)。刀片圆角小,切深、进给以及切削速度相对低,当切深和进给量过小时,刀具的切削刃钝圆部分在已加工表面单位长度上挤压次数增多,硬化现象也会增大。
表1 刀片使用对照表
3、工艺试验
结合公司现有的生产条件,通过改进刀具几何角度和切削参数来改进加工硬化现象,试验如下:
(1)刀具配置:根据加工硬化产生裂纹的机理分析,试验中增大刀具的前角、后角,保持切削刃锋利,减轻零件表面的加工硬化现象。
(2)切削参数配置:根据加工硬化产生裂纹的机理分析,切削速度过大、过小都会产生加工硬化现象,在满足零件加工精度的要求下,我们选取了 9 组切削参数数据进行试切削,力求寻求一组最合理的切削参数。
(3)维氏硬度比较:DNGP150402KC730 这组刀片加工零件表面和心部维氏硬度差异 HV 114,说明在加工后表面产生了硬化,这样的硬化程度是不可以接受的。
(4)金相比较:从金相图看出,DNGP150402KC730 这一组刀片产生的硬化层最厚DNMG110404MF1025 这一组刀片产生的硬化层最薄,CCGX120404ALH10 这组刀片产生的硬化层介于上诉两者之间。可见,刀片配置,切削参数选择对零件的表面质量都有一定影响,尤其对于高精度不锈钢材料零件,其基体表面易产生硬化现象,表面的硬化使得表面脆性增加,严重可导致基体裂纹的产生,随着裂纹的扩展引起零件疲劳断裂发生失效。
(5)实际应用效果:综合各种因素,根据实际情况选用了表2 中第 7 项的切削条件完成了零件的加工。
表2 工艺试验表

4、结束语
零件表面的加工硬化层虽然会增强其耐磨性,但脆性也同时增加,成为发生裂纹而促使表面破损和疲劳破坏的主要原因,零件的表面残余应力容易使表面产生裂纹,降低零件的疲劳强度。从浩如烟海的刀具品牌中,选择出物美价廉,同时又适合企业生产科研的刀具,是令制造业企业十分头痛的事,刀具选型实用、合理、科学,不仅可以提高生产加工效率,最大限度地发挥数控加工设备的加工潜能。同时,还可以大大缩减企业刀具消耗,达到节约刀具成本的目的。所以说在刀具良莠混杂的情形下刀具选型变得非常关键,选型过程中需要注重性价比,多实践,多比较。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

