


机器人焊枪冷却零件的夹具的设计与加工
2022-1-7 来源: 广东省国防技师学院 作者:陈心勇
摘要:机器人焊枪冷却零件在加工中存在较难的问题,在数控车床与数控铣床上加工需要采用专用夹具进行装夹才可以进行加工。本文设计了加工机器人焊枪连接座零件的专用夹具,如何选用合理的刀具材料及设计非标刀具,从而完成该零件的加工并达到技术要求。
关键词:机器人焊枪冷却零件;弹簧夹头;非标钻孔刀具
0、引言
机器人焊枪冷却零件的加工,目前一般使用数控车床与数控铣床和一些普通简易机加工设备。由于该产品外型结构为不规则(如下图1)所示,普通的三爪卡盘和平口钳很难直接进行装夹,必须采用专用夹具。使用数控车床与数控铣床上加工,每件需约5次装夹,并不易保证加工精度与形位公差,特别是加工“矩形外螺纹”容易断刀。因多次装夹造成产品质量不稳定性。存在产品报废率较高,导致加工上给我们带来一些困难。为了提高生产效率,降低成本、快速提供交货能力,同时也综合各方面因,对机器人焊枪冷却零件进行切削时间及人工成本的计算、机床的损耗等,无法减低零件的成本。特选用公司加工设备“LB46车铣中心机床”。在该机床上我们设计了夹具,通过该夹具能够提高加工效率,保证产品的加工质量,完成了生产任务。
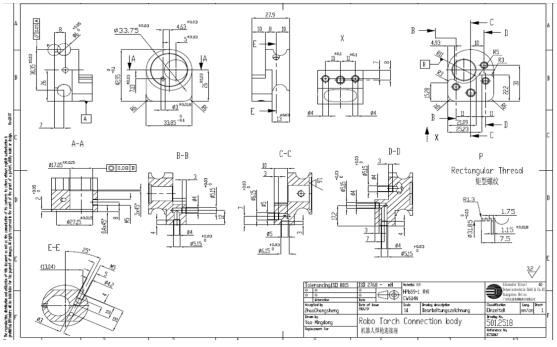
图 1 产品零件图
1、产品零件图工艺分析
根据图纸要求,经工艺分析后,制定以下工艺流程:
(1)毛坯的检验,据毛坯要求,合格进入生产车间;
(2)采用弹簧夹头卡盘装置,用弹簧夹头装夹毛坯(已加工端面侧与夹头台阶作为长度定位基准),首先加工Φ33.75mm与矩型螺纹、Φ27.15、Φ17.05加工至尺寸[1];
(3)其次掉头车另一端,用弹簧夹头装夹Φ33.75mm外圆与定位33.85mm位置,加工至尺寸;
(4)加工完后手工去除棱角毛刺;
(5)表面清洗处理,检验与入库;
2、夹具设计
如何保证零件的位置度公差、装夹方法,结合实际情况对工艺流程的分析后,在第2-3步用台湾新代数控系统“LB46车铣中心机床”加工时[2],在车床主轴上设计了如下夹具,如图2所示。
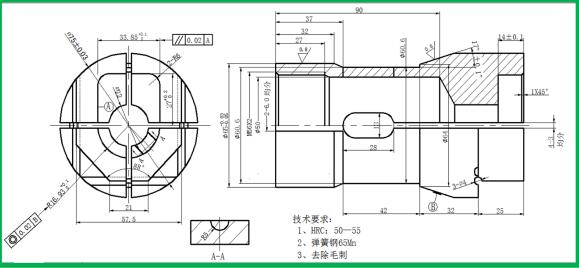
图 2 夹具结构图
夹具结构说明:夹头材料为65Mn弹簧钢,根据夹头内孔中心轴线为基准,加工出与产品形状相同的轮廓,按夹头设计图进行加工,用于放置毛坯工件,并对产品进行加工;据夹头内孔中心轴线为基准,据夹头设计图进行加工(未供设计图),用于调头装夹已加工零件,对产品进行另一侧全部尺寸加工成品;夹具端面上有加工避空槽与台阶,主要用于防止刀具干涉;
3、夹具定位与安装原理
夹具安装:用百分表校正簧夹头座内锥面精度,并控制内锥面跳动精度小于0.01m装过程:将弹簧夹头座与法兰盘连接,并装上销紧螺杆,依次对角进行锁紧螺杆[3]。夹具定位:夹头主要用于装夹毛坯,保证加工产品的同轴度及其技术要求作用。夹头主要用于装夹已加表面并起定位、夹紧作用。夹具有支承面大,支承钢度好,定位精度高,夹具成本低,容易装夹应用[4]。
4、刀具材料与角度、设计
车、铣、钻工序刀具采用一般的可换式硬质合金车刀,刀片的材料为YG3,攻丝刀具采用HSS高速钢材料[5]。为了减少装夹次数,确保一次装夹完成所有工序要求,因车床装刀具容量有限,为此特别设计了一些非标钻孔刀具[6]。如图3所示。
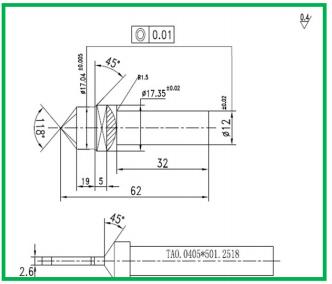

图 3 非标类钻孔刀具
5、零件加工的检测方法
内孔用通止规检测,螺纹也用通止规、长度用卡尺测量;偏心部分、中心钻、形位公差采用三坐标设备进行检测;
6、加工时的注意事项
工件装夹要牢固,防止车削时打滑飞出伤人和扎刀,车削中最好采用铜切削油进行冷却加工[7],所有刀具的卷屑槽几何形状,切削时尽量使其顺着排屑槽排离工件,以防切屑刮伤工件已加工表面,零件摆放整齐,切勿用手触摸零件已加工表面、以防氧化[8]。
7、结语
经过实践验证,该零件的加工工艺、夹具设计、刀具等均合理有效。解决了在数控车床加工零件时;因装夹产品不方便、花费时间长、定位精度问题、产品质量与生产成本等难点。利用该夹具方便、轻松、稳定可靠,而且在连续加工过程中,可以确保达到图纸所要求的加工精度,这样既保证了零件的加工质量不合率产生(从原来3%下降至0.5%),提高了零件的生产效率2倍,也减轻了操作者的劳动强度。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

