


刀具长度补偿在数控铣削中的应用
2022-5-27 来源: 兰州石化职业技术学院 作者:倪春杰,李 润
摘要: 针对多把刀加工零件的难点,详细阐述了刀具长度补偿的意义、应用方法和注意事项,通过在华中 HNC-818B系统数控铣床上的实际加工,验证了标刀长度补偿法的正确性和实用性,为数控铣床和加工中心的零件加工提供指导和参考。
关键词: 刀具长度补偿; 数控铣床; 对刀; 刀补设置
0 引言
随着制造业的转型升级和结构调整,加工中心在企业中的应用越来越广泛。加工中心与数控铣床的区别在于加工中心有刀库和自动换刀装置,具有多工序高度集中的工艺特点,在实际生产中为了提高生产效率和保证加工质量,常常会使用多把刀加工工件,刀具长度补偿是实现多刀具在长度位置上统一的重要手段。笔者重点研究多把刀具长度补偿时的标刀长度补偿法,为更好地理解和应用刀具长度补偿,高效加工、质量控制具有一定的参考价值和实际意义。
1、刀具长度补偿的原因
不同规格的刀具( 如图 1 所示) ,以及同一把刀具重新装夹后或刀具磨损后,刀具的长度都会发生变化。如果给每一把刀建立一个工件坐标系,刀具较多时会浪费大量的对刀时间。如果采用同一个工件坐标系进行编程加工,需使用刀具长度补偿功能。
2、标刀长度补偿法
2.1 标刀对刀
在多把刀具中确定一把刀为标刀,并对标刀进行对刀操作、存储对刀值到零点偏置寄存器( 如 G54) 中。
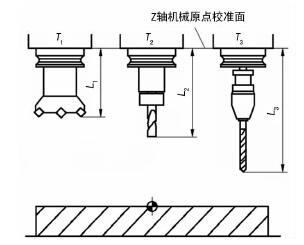
图 1 多种规格刀具长度不同示意图
2.2 刀具长度补偿的实施
第一步,获取各刀的长度补偿值。如图 2 所示,方法一: 各刀具刀尖相对于主轴端面的长度 Ln( n 为各刀的刀号,以下同) 可以利用百分表测得],也可以采用机外对刀仪测得。非标刀相对于标刀的长度补偿值 Hn= L非标刀-L标刀。方法二: 试切对刀或者利用Z 轴设定器等对刀工具对刀获得同一高度 时各刀的 Zn。非标刀相对于标刀的长度补偿值 Hn= Z非标刀-Z标刀。
第二步,将 Hn分别存入各刀长度补偿寄存器位置,标刀的 H 值为 0。
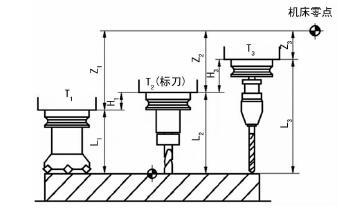
图 2 刀具长度补偿
第三步,华中和 FANUC 数控系统程序用 G43Z××H×指令建立长度补偿,用 G49Z××指令撤销长度补偿。
3、刀具长度补偿应用实例
某零件如图 3 所示,毛坯为直径140×365 盘料。
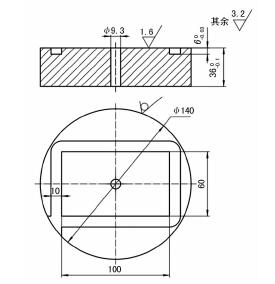
图 3 零件加工图纸
采用三把刀加工,如图4所示,自下而上T1为直径63 面铣刀,铣上表面; T2为直径10 立铣刀,铣直槽; T3为直径9.3 钻头,钻通孔。采用华中 HNC-818B 系统数控铣床加工。
3.1 标刀对刀
选取 T1为标刀,对刀到毛坯上表面中心,如图 5所示,机床实际 Z 坐标为 Z-309.472。Z 向预留 0.5mm 加工余量,因此,存储到 G54 中的坐标为X-257.72,Y-124.722,Z-309.972。
3.2 获得长度补偿值
如图 6 所示,T2、T3对刀到同一上表面时,机床实际 Z 坐标分别为 Z-277.697 和 Z-165.667

图 4 三把加工刀具 图 5 标刀 T1对刀

图 6 非标刀 T2对刀 图 7 非标刀 T3对刀
由此可得,H1= 0; H2= (-277.697)-(-309.472)= 31775,考虑试切对刀有过切,再预留 0.5 的余量,H2设置为 32.275; 同理 H3= (-165.667)-( -309.472)= 143.805,再 留 0.5 的余量,H3设置为144.305。H 值为正说明非标刀比标刀长,需要向上补偿,H 值为负,则非标刀需要向下补偿。
3.3 存储长度补偿值
在刀补表中分别存入 H2和 H3值,如表 1 所列。
表 1 刀补表存储的长度补偿值

3.4 实际加工情况
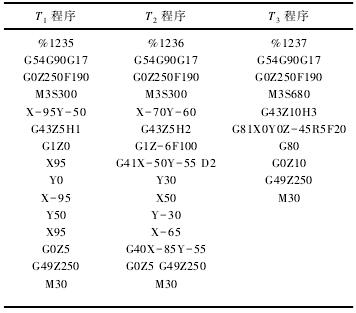
手动换刀加工,数控程序如表 2 所列。
表 2 三把刀的加工程序
加工结果如图8 所示,6 mm 深的直槽测量结果为5.66 mm,分析原因应为试切对刀时的过切造成的。

图 8 零件加工结果
为满足直槽的公差要求,T2的“长度磨损”设置了-0.325,如图 9 所示。加工程序不变,再次运行 T2程序,该尺寸合格。
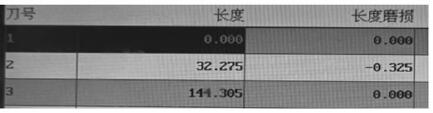
图 9 长度磨损补偿的设置
4、注意事项
在刀具长度补偿实际应用中,应注意以下几点:①为避免刀具更换出错,通常加工用的刀具应事先编号,并和程序中的刀具号以及刀补对应的刀具参数一致; ②为防止标刀因加工损坏而增加对刀时间,可以设置一把不参与加工的专用标刀; ③为防止对刀面被去除而无法中途对刀,也可选择工件之外的某个特定表面对刀获得长度补偿值; ④为防止刀具长度补偿距离不够而撞刀,程序中的安全高度( 如实例程序中的G0Z250) 数值要大于最大的长度补偿值( 如实例中的144.305) 。
5、结 语
刀具长度补偿不仅可以用于数控铣床,还可以用于加工中心,实例中的程序只需增加自动换刀指令,再将三个程序按顺序编写为一个程序即可用于加工中心自动换刀加工。当采用前文提到的机外对刀仪测量刀具长度时,可大量节省占用机床测量刀具长度的时间,从而提高生产效率。控制长度补偿值即可有效控制零件的深度尺寸,又可用于分层加工。刀具长度补偿的方法很多,只有充分理解刀具长度补偿的意义,才能更好地应用于生产实际中。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

