



基于机床数控系统的电主轴控制技术
2022-11-1 来源:沈阳机床(集团)有限责任公司 作者:张弛
随着机床产业的不断发展,电主轴的应用越来越广泛。电主轴上配置星角切换装置后,不但具有低转速时高扭矩,还具备高转速时大功率的特性。高速运转的电主轴的主轴型式是将主轴电机的定子、转子直接装入主轴组件的内部,即把高速电机置于精密主轴内部,电主轴的电机转子就是主轴,主轴的壳体就是电机的机座,实现了变频调速电机和主轴一体,电机直接驱动主轴,形成电主轴。
电主轴取消了电机到主轴传动链中的齿轮、皮带等中间环节,动力源对主轴的直接传动,传动链长度为零,实现了机床主轴系统的 “零传动”,具有高转速、高精密、噪声低、低温升、体积小、安装方便等特点,是现代高档数控机床主要的关键部件。它与早年应用于内圆磨床的内装式电机主轴的区别是采用了变频调速技术,主轴有较大的驱动功率和转矩,并有一系列监控主轴振动、轴承温升等参数的传感器及其检测控制系统。因此电主轴及驱动系统是一种技术含量很高的机电一体化产品,涉及机械、电机、驱动与控制、支承、润滑、材料热处理及振动等诸多领域,是一套相对独立、完整的智能型功能部件。
本文基于机床数控系统的研究,研究了两种控制电主轴星角切换的方法,第一种方式是通过PLC 逻辑控制程序,并在加工程序中编辑相应 M代码实现电主轴的星角切换 ; 第二种方式是通过数控系统 SINAMICS BICO 连接技术实现电主轴星角切换。
1. 逻辑程序控制的星角切换
逻辑程序控制电主轴星角切换首先绘制控制电主轴星角切换的电气原理图(见图 1),其次是调用数控系统的星角切换功能块,最后编辑数控系统主轴部分星角切换的电机参数。
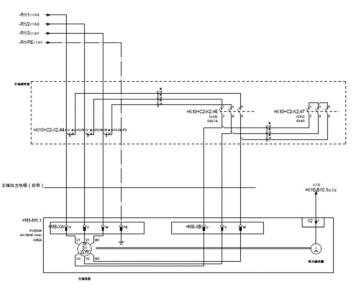
图 1 星角切换原理图
(1)星角切换原理
如图 1 所示,接触器 K2.46 吸合,电主轴角连接 ; 接触器 K2.47 吸合,电主轴星型连接。
(2)逻辑控制程序
机床数控系统中集成了控制星角切换的功能块 FC17,编辑功能块生效的条件,如下所示 :
AN DB20.DBX 140.0; 是否调用星角转换功能块
JC M003;DB20.DBX 140.0=1 星角转换生效

综上所述,在 MDA 或 AUTO 方式下,执行M54 时,切换到星连接 ; 执行 M55 时,切换刀角连接。特点是操作简单,执行 M 代码就可实现电主轴的星角切换,但是切换时需要主轴停下来。这样就降低了机床的工作效率。
(3)星角切换主轴参数设置
由于参数设置与数控系统 SINAMICS BICO连接技术的参数设置基本相同,这里就不赘述了。
2. 数控系统 SINAMICS BICO 连接技术控制星角切换
(1) 控制原理
星角切换控制原理图如 2、图 3 所示,接触器 Q120A 吸合,数控系统 NCU 上 X122.9 输出继电器 K120A 吸合,从而实现接触器 Q120A 吸合,电主轴星型连接,接触器 Q120A 的反馈触点将星型连接的状态反馈到 X122.4; 数控系统NCU 上 X122.10 输出继电器 K120B 吸合,从而实现接触器 Q120B 吸合,电主轴三角型连接,接触器 Q120B 的反馈触点将角型连接的状态反馈到 X122.3。
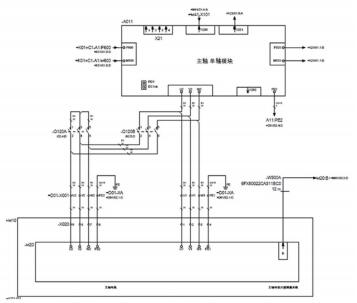
图 2 电主轴星角连接原理图
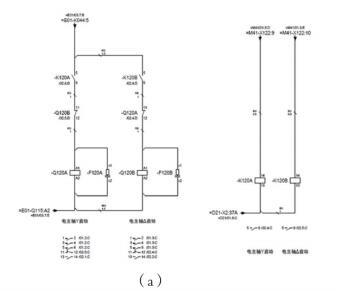
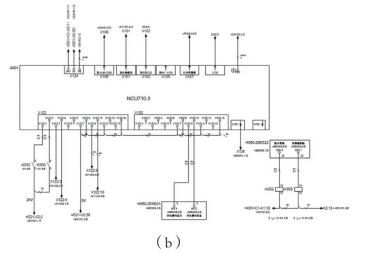
图 3 电主轴星角切换原理图
(2)X122 特性设置
如星角转换原理图所示,X122.3 为角型连接的接触器反馈,X122.4 为星型连接的接触器反馈;X122.9为星型连接接触器吸合输出,X122.10为角型连接接触器吸合输出。那么,数控系统的 X122.3/4 应设置为输入端口(默认),X122 的9/10 设置为输出(需要设置控制单元数据更改为输出端口)。X122 端口特性如表 1 所示。
表 1 数控系统 X122 接口特性
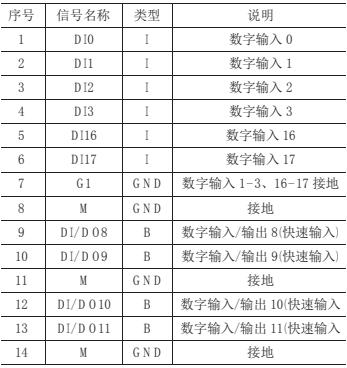
因为 X122 是控制单元 NCU 上的接口,所以要设置控制单元数据,控制单元参数 p728(CU数字输入输出状态)根据电气原理图需求设定,X122.3/4 为数据输入点(默认),9/10 为数据输出点(相应位设置为 1,代表更改为输出端口)。
(3)增加驱动数据组 / 电机数据组
配置时,对电主轴星角分别对应的参数要进行分别配置,因为星角切换相当于电主轴拥有两套驱动数据(DDS),在低转速大扭矩时切换到星型连接,在高转速大功率时切换到三角型连接。因此在配置星角两套电机数据时,首先要添加数据组(见表 2),然后进行分别配置星型连接电机参数和角型连接电机参数,并分配电机编码器数据。
表 2 数据组

数据组扩展完毕,主轴驱动参数中的下列参数会自动设置 :
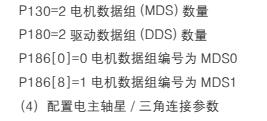
(4)配置电主轴星 / 三角连接参数
按照星角两套数据组分别添加星角切换的两套电机参数,以 KESSLER 品牌的 18000r/min的电主轴星角切换的电机驱动数据为例,如表 3所示。
表 3 KESSLER 18000r/min 电主轴星角切换的电机参数
分别在各个参数的 [0] 输入星型连接电机参数,在 [1] 处输入角型电机参数。另外,从上表中可以看出,星角切换的临界转速为 4700r/min。
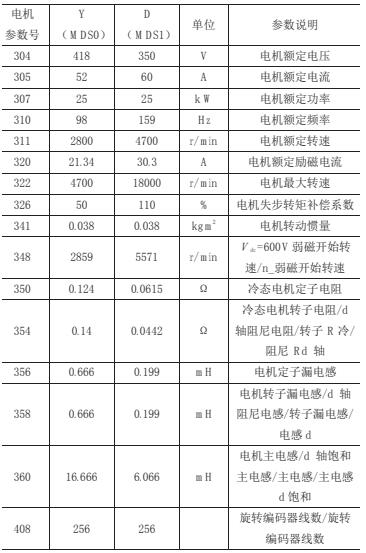
(5)星角切换关联参数
控制单元参数的设置如表 4 所示。
表 4 控制单元数据的设置
主轴驱动数据 :p820[0] 驱动数据组选择DDS 位 1/ 选择 DDS 位 1。设置为 63:2197.2,即当主轴实际转速小于等于转速阈值p2155中的设定值时,p820[0]=0,DDS0([0])数据组生效 ; 当主轴实际转速大于转速阈值 p2155 中设定的值,p820[0]=1,DDS1([1])数据组生效。
参数 r0051 中显示激活的驱动数据组 DDS。p820参数特性如图 4 所示。
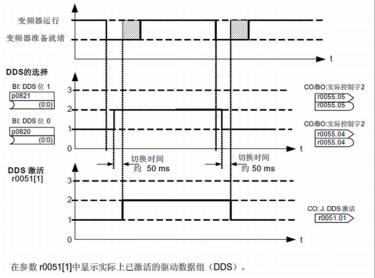
图 4 参数 p820 特性
注意 : 在更改上述参数时,只有把参数 p922改成 999 自定义报文,不能再改回原来的 136 报文,否则参数 p820 参数更改失败。
星角切换延时时间,推荐 100ms,只有在出现星角切换时间报警时设置,否则可不设置。
p2155[0] 电主轴星角切换转速阈值 从KESSLER 电主轴参数表中显示应设置 4700r/min;
p2155[1] 电主轴星角切换转速阈值 从KESSLER 电主轴参数表中显示应设置 4700r/min;
p2140[0] 转速阈值回差,磁滞速度,不应太小,推荐为 90r/min;
p2140[1] 转速阈值回差,磁滞速度,不应太小,推荐为 90r/min;
p2000 电主轴最大转速,从 KESSLER 电主轴参数表中显示应设置为 18000r/min,配置完成后,该参数应该自动写入最大转速 18000r/min,如果没有自动写入,可手动输入。
3. 结束语
综上所述,PLC 逻辑控制程序控制的星角切换,每次切换时,主轴会将速度降为 0,再进行切换,会花费机床加工时间,降低机床工作节拍和工作效率 ; 数控系统 SINAMICS BICO 连接技术控制的电主轴星角切换,实现了切换时的无级变速,节约了时间,提升了机床的工作效率,推荐使用这种切换方式。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

